












Câu hỏi thường gặp về máy hàn laser sợi quang
Câu 1: Đầu phun đồng của súng hàn luôn dễ bị cháy
Phân tích nguyên nhân:
Trong quá trình hàn, nhiệt sẽ khuếch tán vào đầu phun đồng và gây hư hỏng. Quá trình xử lý trước tiên phải phân tích nguồn nhiệt, độ loạn thị của thấu kính, phân cực ánh sáng đỏ hoặc sự dẫn nhiệt của vật liệu bên ngoài.
Giải pháp:
Trước khi xử lý, cần đảm bảo ba khía cạnh sau:
① Ánh sáng đỏ tập trung (sự phân cực sẽ khiến ánh sáng chạm vào vòi phun)
② Chiều rộng quét phù hợp (thường trong vòng 5, thường được đặt thành 3)
③ Lấy nét 0 lấy nét (ống hiệu chỉnh có thể là 0)
1. Đầu tiên, chiếu ánh sáng từ xa xuống đất để xem vòi đồng có nóng không. Nếu không nóng nghĩa là ống kính không có vấn đề gì và không bị loạn thị. Nếu trời nóng thì ống kính bị hỏng cần được thay thế.
2. Nếu mối hàn nóng trong các điều kiện bình thường trên, điều đó có nghĩa là vật liệu đang dẫn nhiệt trong quá trình hàn. Trong sử dụng thực tế, vòi đồng ở góc ngoài dễ bị hỏng hơn góc trong và có thể sử dụng vòi đồng.
3. Kỹ thuật hàn cũng ảnh hưởng đến quá trình gia nhiệt. Cố gắng hàn đầu hàn và vật liệu ở góc 45°∠.
4. Các vật liệu có độ phản chiếu cao như tấm nhôm cũng sẽ khiến vòi đồng nóng lên, không thể kiểm soát được.
Câu 2: Thấu kính bảo vệ ở đầu súng hàn thường bị cháy
Triệu chứng:
Gương bảo vệ bị hư hỏng và xuất hiện các vết cháy trong thời gian ngắn. Trên bề mặt phát sáng của gương bảo vệ có những điểm hư hỏng dạng chấm, xuất hiện các đốm đen hoặc đen trắng.
Phân tích nguyên nhân:
Do ảnh hưởng của quy trình/kỹ thuật/thiết lập, hư hỏng do chất chống xỉ gây ra và trong một số trường hợp hiếm gặp, ánh sáng laser phát ra bất thường.
Giải pháp
① Tăng áp suất không khí một cách thích hợp. Trong trường hợp bình thường, tốc độ dòng chảy không nhỏ hơn 15, áp suất không nhỏ hơn 4 và nên sử dụng máy đo áp suất oxy không dưới 2 kg
② Khi hàn cố gắng hàn súng hàn và tấm hàn ở góc 45°, không hàn thẳng đứng
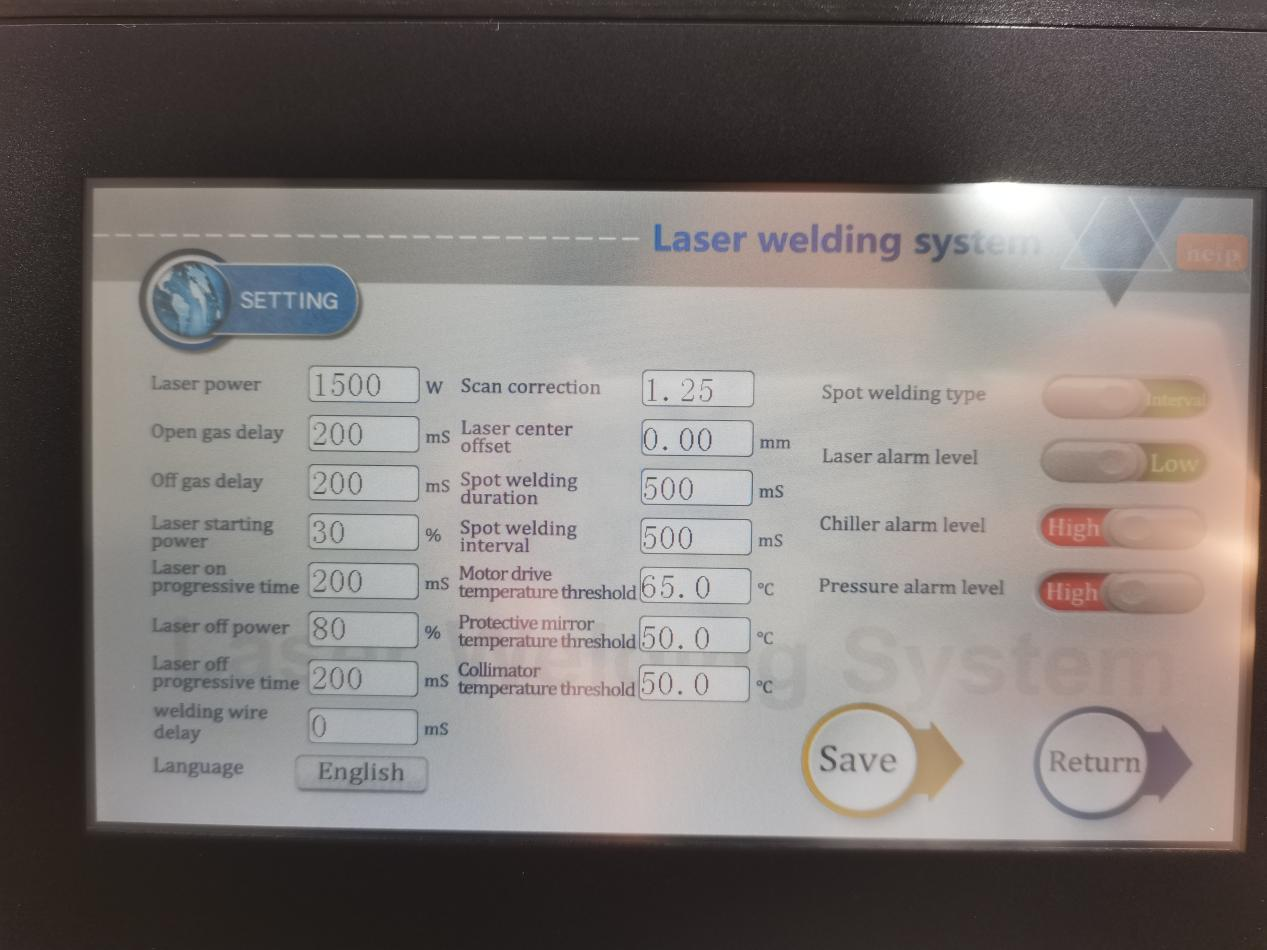
③ Đặt các thông số để tăng và giảm chậm nhất có thể, chẳng hạn như độ trễ khí bật/tắt 200-500ms, công suất đèn bật/tắt 20% và thời gian bật/tắt đèn liên tục 200-300ms. Nó không thể được đặt thành 0 như trong hình
④ Khi hàn tấm nhôm và mạ kẽm, vật liệu này dễ làm hỏng thấu kính hơn các vật liệu khác và nên sử dụng công suất tối thiểu để hàn.
⑤Chất lượng của thấu kính bảo vệ cũng quyết định độ bền của nó. Nên sử dụng ống kính gốc.
⑥Ở công suất cao, độ hao hụt của ống kính sẽ tăng lên so với công suất thấp, đây là phạm vi không thể kiểm soát được.
⑦Khi không thể xử lý được những điều trên, bạn có thể thay thế ống kính lấy nét F200 + ống tỷ lệ rộng mở rộng để giảm hiện tượng bắn tung tóe (cần mua thêm)