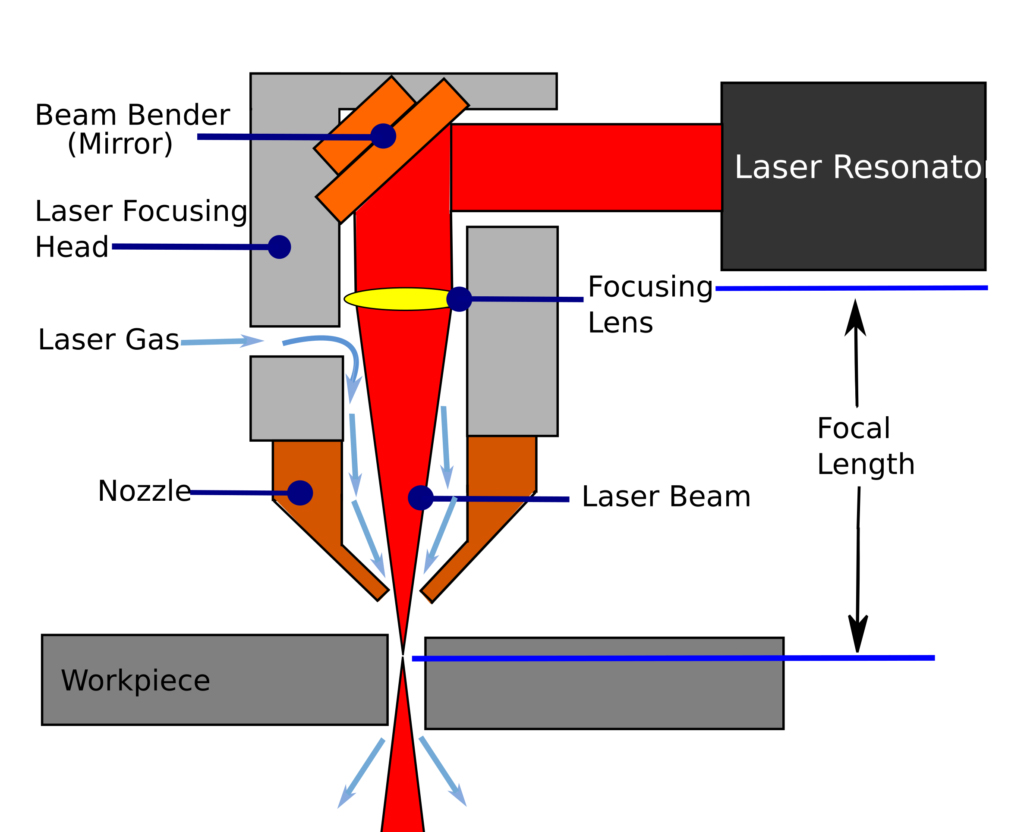
Lazer kesimin basit şematik diyagramı aşağıdaki şekilde gösterilmektedir. İşlem sırasında, kesme dikişindeki cürufu üflemek, ısıtılan alanı azaltmak için işlenen nesnenin yüzeyini soğutmak ve lazer kafasının merceğini soğutmak ve korumak için yardımcı gazın kullanılması gerekir. Yardımcı gazlar genellikle kesme performansını, kesme hızını, kesme kalınlığını vb. doğrudan etkileyen oksijen, nitrojen, basınçlı hava vb. içerir. Kesim malzemelerindeki farklılıklara göre farklı yardımcı gazların kullanılması gerekir.
1. Yardımcı gaz olarak oksijen

Oksijen genellikle daha kalın karbonlu çelik malzemeleri kesmek için kullanılır. Demir elementleriyle kimyasal reaksiyonun ısısı metalin endotermik erimesini teşvik edeceğinden, kesme verimliliğini büyük ölçüde artırabilir. Bununla birlikte oksijen, kesilecek malzemenin kesimin uç yüzeyinde belirgin bir oksit filmi oluşturmasına neden olacak ve ayrıca kesme yüzeyi etrafındaki malzeme üzerinde bir söndürme etkisi yaratarak malzemenin bu kısmının sertliğini artıracaktır. sonraki işlemler üzerinde belirli bir etkisi olacaktır. Oksijenle kesilen malzemelerin kesilen ucu siyaha veya koyu sarıya döner. Genellikle karbon çelik levhalar oksijen, düşük basınçlı delme ve düşük basınçlı kesme kullanılarak kesilir. Oksijen genellikle hava ayırma tesisleri tarafından sağlanan sıvı oksijenden buharlaştırılır, dolayısıyla gaz kaynağının kalitesi temizdir ve özel bir işlem gerektirmez.
2. Yardımcı gaz olarak azot

Kesme için yardımcı gaz olarak nitrojen kullanıldığında, malzemenin oksitlenmesini önlemek, oksit filmlerinin oluşumunu önlemek ve malzemenin oksidasyonsuz kesilmesini sağlamak için erimiş metalin etrafında koruyucu bir atmosfer oluşturacaktır. Ancak kesme kabiliyeti oksijen kadar iyi değildir ve nitrojen kesiminin nitrojen tüketimi daha fazladır ve kesme maliyeti daha yüksektir. Oksitlenmemiş kesme yüzeyi doğrudan kaynak, boyama, güçlü korozyon direnci vb. özelliklere sahiptir ve kesilen uç yüzeyi beyazdır. Azot gazı genellikle paslanmaz çelik, galvanizli saclar, alüminyum ve alüminyum alaşımları, pirinç ve diğer malzemeleri delmek için düşük basınç ve kesmek için yüksek basınç kullanarak kesmek için kullanılır. Azot kesimi sırasında gaz akışındaki değişikliklerin kesim üzerinde büyük etkisi vardır. Kesme gazı basıncını sağlarken yeterli gaz akışının sağlanması gerekmektedir. Azot genellikle hava ayırma tesisleri tarafından sağlanan sıvı nitrojenden buharlaştırılır, dolayısıyla gaz kaynağının kalitesi temizdir ve özel bir işlem gerektirmez.
3. Yardımcı gaz olarak basınçlı hava

Basınçlı havanın elde edilmesi oksijen ve nitrojene göre daha kolaydır ve çok ucuzdur. Hava yaklaşık %20 oksijen ve yaklaşık %78 nitrojen içerir. Kesme verimliliği oksijenle kesmeye göre çok daha düşüktür, ancak kesme yeteneği nitrojene yakındır. Havanın kesme verimliliği nitrojen kesmeye göre biraz daha yüksektir. Oksijen varlığından dolayı kesilen uç yüzey sarıya döner. Malzeme kesiğinin yüzey rengi konusunda katı gereklilikler olmadığında nitrojenle kesme yerine basınçlı hava kullanmak en ekonomik ve pratik seçimdir. Genellikle sac parçaların, alüminyum levhaların, metal olmayan ve galvanizli sac malzemelerin kesilmesinde kullanılır. Bir dereceye kadar oksidasyonu azaltabilir. Membran, maliyet tasarrufu ve kullanımı giderek artan kesme gazı kaynaklarından biridir.
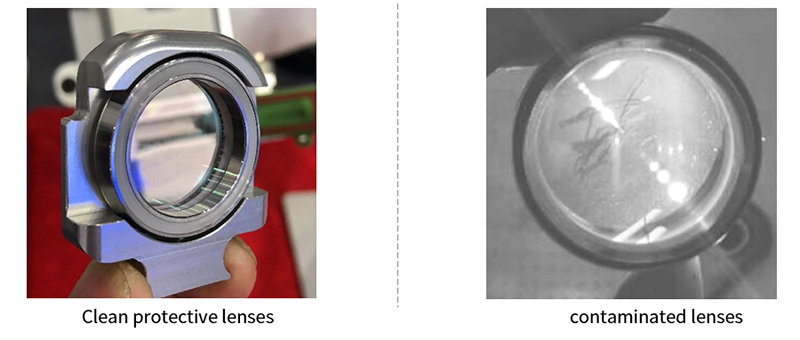
Basınçlı hava doğrudan hava kompresöründen elde edilebilir ancak havanın kendisi temiz değildir. Basınçlı hava büyük miktarda su, yağ, partikül madde ve diğer kirleticileri içerir. Basınçlı hava kirliyse, lazer kesme kafasının koruyucu aynasına yüksek basınç püskürtülecektir. koruyucu merceği kirletecek (resimde gösterildiği gibi), lazer ışınının iletimini ciddi şekilde etkileyecek, odağı dağıtacak, ürünün kesilememesine neden olacak, kolayca çapak oluşmasına neden olacak (resimde gösterildiği gibi) ve kesme yüzeyi pürüzlüdür (resimde gösterildiği gibi) ve hatta atık ürünler üretmektedir. Yüksek güçlü bir lazer kesim makinesi ise, koruyucu ayna veya meme yüzeyinde çok ince bir yağ filmi veya su sisi olduğu sürece, yüksek enerjili lazer emisyonunun lazer kafasını yakmasına neden olabilir.

Bu nedenle kesme etkisini sağlamak ve lazer kesim makinesini hasarlardan korumak için sürekli ve stabil temiz basınçlı havaya ihtiyaç vardır. Şu anda, bu sektördeki gaz uygulamalarının gereksinimleri (ISO 8573-1-2010'a göre sınıflandırılmış) karşılayabileceğinin göstergesi, basınç çiy noktasının seviye 5'ten (3~7°C) az olmamasıdır (genel olarak çalışma sıcaklığı sıcaklığın tüm yıl boyunca en yüksek olduğu koşullar dikkate alınmalıdır. Ayrıca kuzeyde sıcaklığın sıfırın altında olduğu bölgelerde, boru hattının açık havada olması veya uzun olması durumunda, sıcaklığın basınçlı hava üzerindeki etkisi dikkate alınmalıdır. partikül madde içeriği seviye 2'den az değildir ve toplam yağ içeriği seviye 2'den (












