












0102030405
6KW ve 12KW'da karbon çeliği ve paslanmaz çelik levhaları kesmek için işleme parametreleri nasıl ayarlanır?
2024-04-30 13:46:32
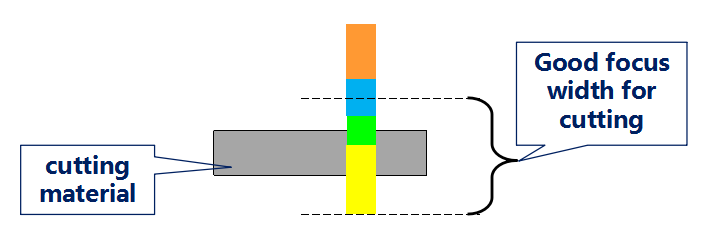
6000W'ın üzerinde güce sahip ekipman kullanıldığında, 25 mm'den fazla kalın karbon çeliği levhaların kesilmesi, nispeten karmaşık küçük deliklerin ve diğer desenlerin kesilmesi, istikrarlı üretim elde etmek için yüksek odaklanma ve tam güç gerekir.
Kesme parametresi özellikleri:
1. Odak en yüksek odak olduğunda kesme kafası ısınmaz.
2. 25 mm'nin üzerinde karbon çeliğinin kesilmesi
3. Kesim için hızlı nozul 1.6-1.8 veya sıradan 2.0 çift katmanlı nozul kullanın
4. Kesme hızı yavaştır ve iyileştirilemez.
5. Hava basıncı 0,7-1,0bar'a ve meme yüksekliği 0,8-1,0bar'a ayarlanmıştır.
Karbon çeliği ve paslanmaz çeliği keserken kıvılcımlar yoğunlaşmışsa ve etrafta dağınık veya eğik kıvılcımlar yoksa kesilen bölümün kalitesi mükemmeldir. İki türlü kıvılcım çıkıyorsa kesme parametrelerinde sorun var demektir ve ayarlanması gerekiyor demektir. Kesilen paslanmaz çeliğin çevresinde açık sarımsı ve kırmızımsı kıvılcımlar varsa, bu, odaklamanın çok düşük olduğu ve plazma oluşumuyla birlikte kesme yüzeyinin tabakalarının zayıf olduğu anlamına gelir.

Paslanmaz çelik malzemenin kesme etkisi:

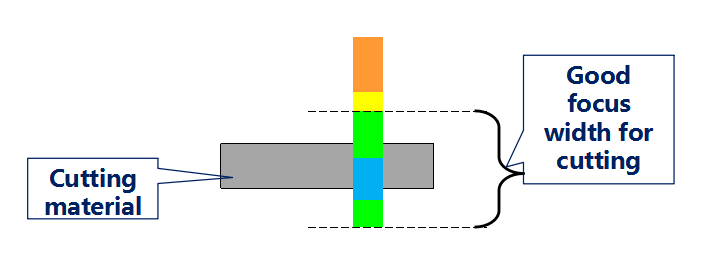
Alt alanda kesilmemiş beyaz ışık var ve odak aşağıya doğru hareket ediyor.
Alt alanda sert cüruf var ve odak aşağıya doğru hareket ediyor
Alt yüzeyde yüksek gücü veya yavaş hızı belirten siyah bir kenarlık işareti bulunur.
Alt yüzeyde granüler yumuşak cüruf, hızı artırın veya hava basıncını azaltın
35 mm paslanmaz çelik hata ayıklama - temel parametreler
| Kalınlık(mm) | Güç(w) | Hız (m/dak) | Odak(mm) | Meme (mm) |
| 35mm | 12000 | 0,2 | 8 | Numara 3 |
| Meme yüksekliği | Basınç(w) | Frekans(HZ) | Görev oranı% | - |
| 0,5 | 18 bar | 200 | 55 | - |
Tek nozullu tip

Frekans ve görev oranı
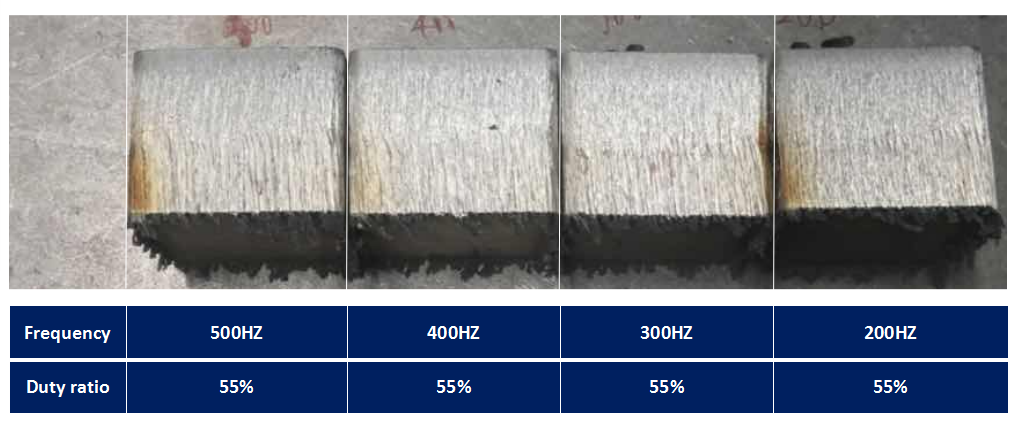
| GÜÇ | HZ | GÖREV% | tek darbe gücü | tek darbe süreleri | darbe durma süresi (ms) |
| 12KW | 500 | 55 | 13.2 | 500 | 0,9 |
| 12KW | 400 | 55 | 16.5 | 400 | 1.125 |
| 12KW | 300 | 55 | yirmi iki | 300 | 1.5 |
| 12KW | 200 | 55 | 44 | 200 | 2.25 |
Şekil 1: Kesme karşılaştırması, diğer parametreler değişmeden kalır, frekans değiştirilir, 500~200 frekans, kesme bölümü etkisi katmanlar halinde kademeli olarak iyileştirilir. Frekans 100'e ayarlandığında, anti-mavi ışık kesilir, görev döngüsü değişmeden kalır, frekans küçülür ve bölüm yavaş yavaş iyileşir. , bireysel lazerlerin farklılıkları vardır ve eğilim tutarlıdır.
Kesit kalitesinin sağlanması için yukarıdaki tablodaki değerlere göre normal odaklı kesme prensibi hız artışını sınırlandırır. Güç ve hız ikili bir ilişki içinde değildir ve gerçek hız temelde aynıdır.
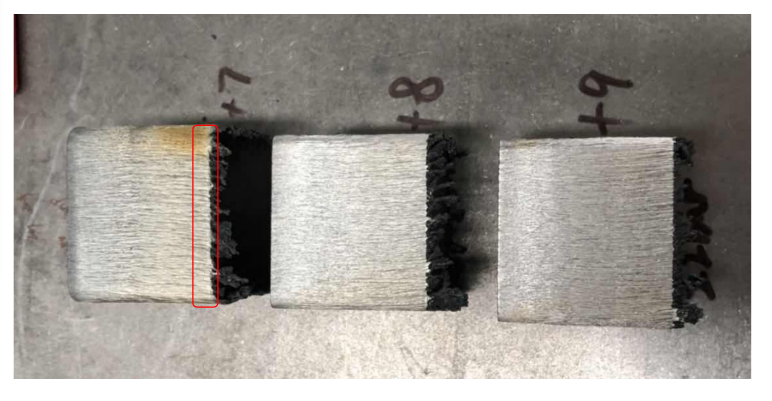
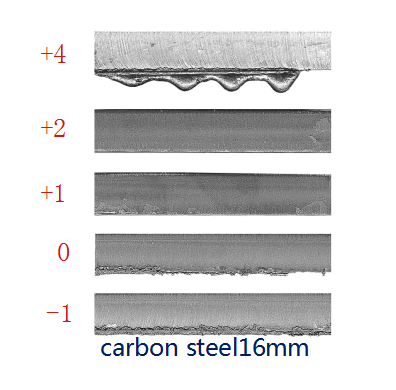
Odak değişikliklerinden etkilenen odak +7, alt kısımda katmanlara ayrılmış gibi görünüyor. Odak yükseldikçe alt yüzeydeki kesilmemiş izler azalır ve delaminasyon azalır. Odak genişliği yaklaşık 2 mm'dir. Yükselmeye devam edin. Odak +10 mavi ışığı yansıtır. Odak uzaklığı aracılığıyla En iyi yüz odak konumunu bulun.
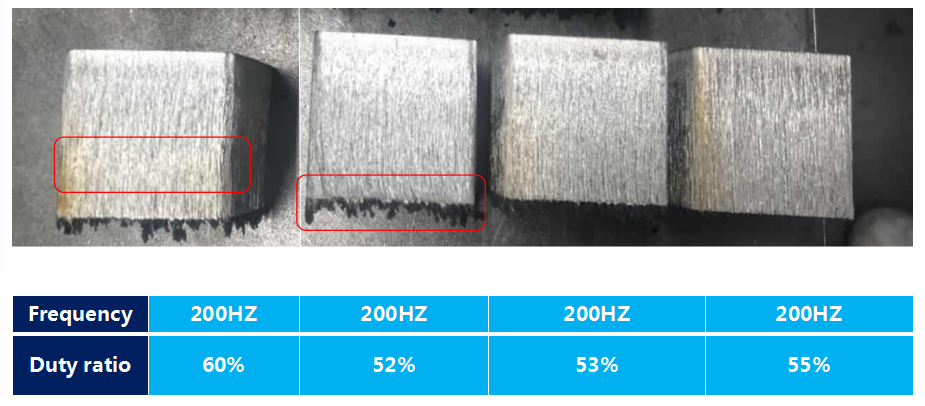
Görev döngüsündeki değişikliklerden etkilenen %53 kritik değerdir. Görev döngüsü daha da azaltılırsa yüzeyde kesilmemiş izler görünecektir. Görev döngüsü yavaş yavaş arttıkça katmanlara ayrılma daha belirgin hale gelecek ve kesit daha da kötüleşecektir.