












Fiber lazer kaynak makinesi hakkında sık sorulan sorular
Soru 1: Kaynak tabancasının bakır nozulunun yakılması her zaman kolaydır
Sebep analizi:
Kaynak işlemi sırasında ısı bakır nozullara yayılır ve hasara neden olur. İşleme süreci öncelikle ısı kaynağını, lens astigmatizmasını, kırmızı ışık polarizasyonunu veya harici malzeme ısı iletimini analiz etmelidir.
Çözüm:
İşlemeden önce aşağıdaki üç hususun sağlanması gerekir:
① Kırmızı ışık ortalanmıştır (polarizasyon ışığın memeye çarpmasına neden olur)
② Uygun tarama genişliği (genellikle 5 dahilinde, genellikle 3'e ayarlanır)
③ Odak 0 odak (kalibrasyon tüpü 0 olabilir)
1. Öncelikle bakır nozulun sıcak olup olmadığını görmek için yere uzun mesafeden ışık gönderin. Sıcak değilse lenste sorun yok ve astigmat yok demektir. Sıcaksa hasarlı merceğin değiştirilmesi gerekir.
2. Yukarıdaki normal koşullar altında kaynak sıcaksa, bu, malzemenin kaynak sırasında ısıyı ilettiği anlamına gelir. Gerçek kullanımda, dış köşedeki bakır nozul, iç köşeye göre daha kolay hasar görür ve bakır nozul kullanılabilir.
3. Kaynak tekniği de ısınmayı etkiler. Kaynak kafasını ve malzemeyi 45°∠ açıyla kaynaklamaya çalışın.
4. Alüminyum plakalar gibi yüksek derecede yansıtıcı malzemeler de bakır nozülün kontrol edilemeyen ısınmasına neden olacaktır.
Soru 2:Kaynak tabancası kafasındaki koruyucu lens sıklıkla yanıyor
Belirtiler:
Koruyucu ayna hasar görür ve kısa sürede yanık noktalar oluşur. Koruyucu aynanın ışık yayan yüzeyinde beyaz renkte siyah veya siyah noktalar gösteren nokta şeklinde hasarlı noktalar bulunmaktadır.
Sebep analizi:
İşlemin/tekniğin/ayarın etkisiyle hasar cüruf önleyiciden kaynaklanır ve nadir durumlarda lazer ışığı anormaldir.
Çözüm
① Hava basıncını uygun şekilde artırın. Normal şartlarda akış hızı 15'ten az, basınç 4'ten az değildir ve 2 kg'dan az olmayan oksijen basınç göstergesi kullanılması tavsiye edilir.
② Kaynak yaparken, kaynak tabancasını ve plakayı dikey değil 45° açıyla kaynaklamaya çalışın
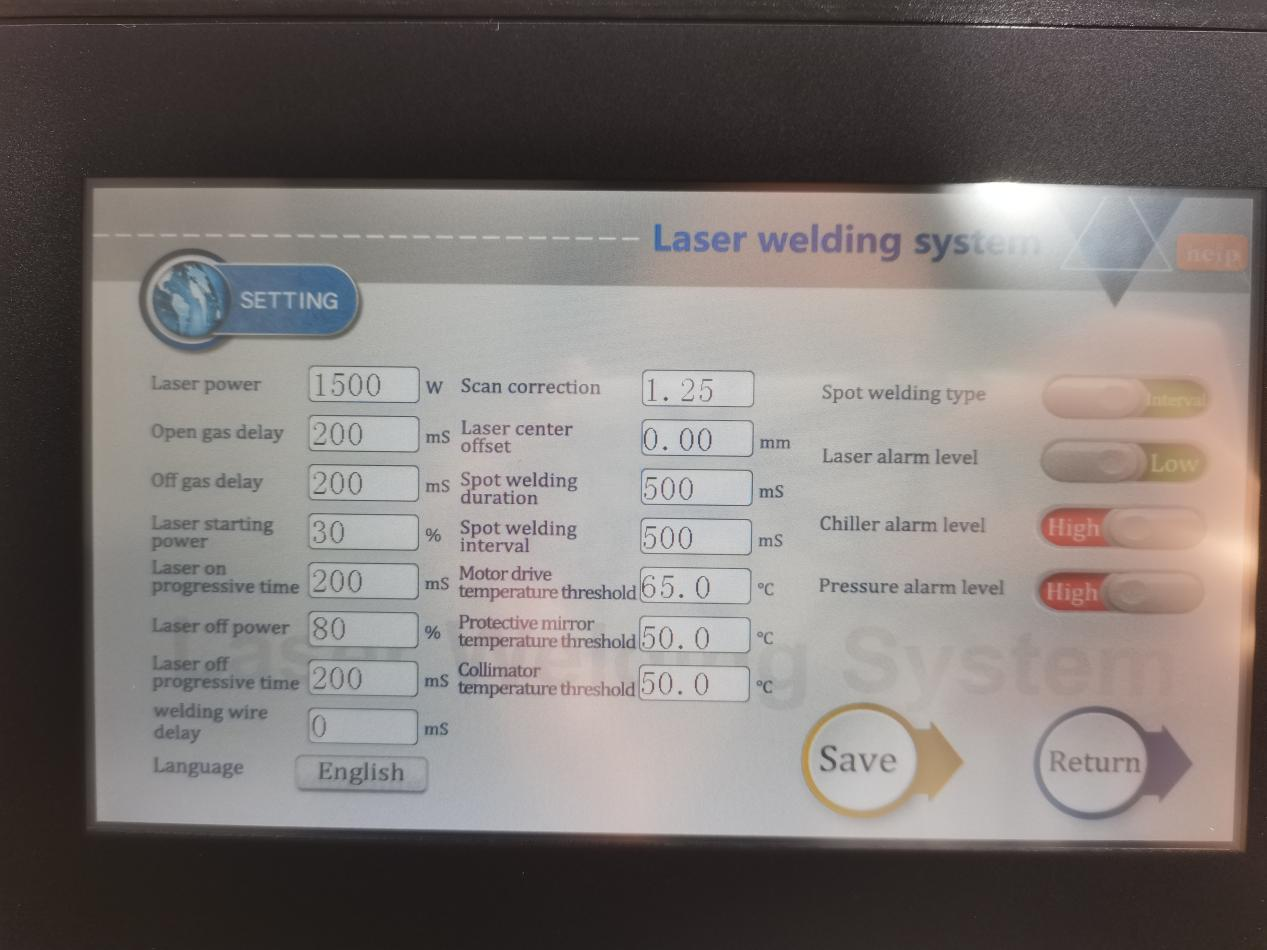
③ 200-500 ms açma/kapama gaz gecikmesi, %20 açma/kapama ışık gücü ve 200-300 ms açma/kapama ışığı ilerleme süresi gibi parametreleri mümkün olduğunca yavaş yükselme ve düşme sağlayacak şekilde ayarlayın. Şekilde gösterildiği gibi 0'a ayarlanamaz
④ Alüminyum ve galvanizli plakalara kaynak yapılırken bu malzemenin lense zarar verme olasılığı diğer malzemelere göre daha fazladır ve kaynak için minimum güç kullanılmalıdır.
⑤Koruyucu merceğin kalitesi aynı zamanda dayanıklılığını da belirler. Orijinal lensin kullanılması tavsiye edilir.
⑥Yüksek güçte, kontrol edilemeyen bir aralık olan düşük güce kıyasla lens kaybı artacaktır.
⑦Yukarıdakilerin üstesinden gelinemediğinde, sıçramayı azaltmak için F200 odaklama lensini + genişletilmiş geniş ölçekli tüpü değiştirebilirsiniz (ekstra satın alma gerekir)