












0102030405
จะตั้งค่าพารามิเตอร์การประมวลผลสำหรับการตัดเหล็กคาร์บอนและแผ่นสแตนเลสที่ 6KW และ 12KW ได้อย่างไร?
30-04-2024 13:46:32
เมื่อใช้อุปกรณ์ที่มีกำลังมากกว่า 6000W ให้ตัดแผ่นเหล็กคาร์บอนหนามากกว่า 25 มม. ตัดรูเล็กๆ ที่ค่อนข้างซับซ้อนและรูปแบบอื่นๆ ต้องใช้โฟกัสสูงและกำลังเต็มที่เพื่อให้ได้การผลิตที่มั่นคง
ลักษณะพารามิเตอร์การตัด:
1. หัวตัดไม่ร้อนเมื่อโฟกัสอยู่ที่โฟกัสสูงสุด
2. ตัดเหล็กคาร์บอนสูงกว่า 25 มม
3. ใช้หัวฉีดแบบรวดเร็ว 1.6-1.8 หรือหัวฉีดสองชั้น 2.0 ธรรมดาสำหรับการตัด
4. ความเร็วในการตัดช้าและไม่สามารถปรับปรุงได้
5. ความดันอากาศตั้งไว้ที่ 0.7-1.0bar และความสูงของหัวฉีดคือ 0.8-1.0bar
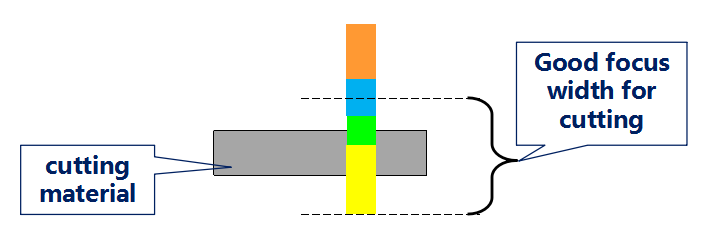
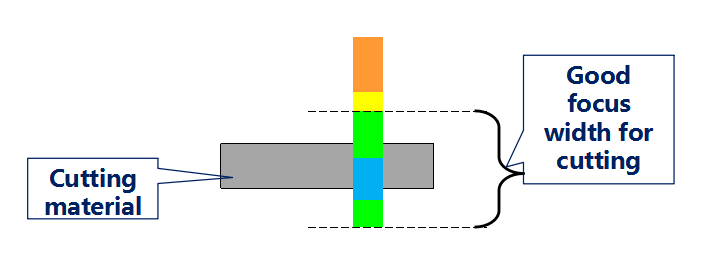
เมื่อตัดเหล็กคาร์บอนและสแตนเลส หากมีประกายไฟเข้มข้นและไม่มีประกายไฟกระจายหรือเอียงรอบๆ คุณภาพของหน้าตัดจะดีเยี่ยม หากเกิดประกายไฟสองประเภท แสดงว่าพารามิเตอร์การตัดมีปัญหาและจำเป็นต้องปรับเปลี่ยน หากมีประกายไฟสีเหลืองและสีแดงรอบๆ สแตนเลสที่ตัด แสดงว่าโฟกัสต่ำเกินไปและด้วยการสร้างพลาสมา พื้นผิวการตัดจึงแยกชั้นได้ไม่ดี

ผลการตัดของวัสดุสแตนเลส:

มีแสงสีขาวในบริเวณด้านล่างที่ยังไม่ถูกตัด และโฟกัสจะเลื่อนลง
มีตะกรันแข็งในบริเวณด้านล่าง และโฟกัสจะเลื่อนลง
มีขอบสีดำที่พื้นผิวด้านล่างแสดงถึงกำลังสูงหรือความเร็วต่ำ
ตะกรันอ่อนเป็นเม็ดบนพื้นผิวด้านล่าง เพิ่มความเร็วหรือลดความกดอากาศ
การดีบักสแตนเลสขนาด 35 มม. - พารามิเตอร์พื้นฐาน
| ความหนา(มิลลิเมตร) | กำลัง(ญ) | ความเร็ว(ม./นาที) | โฟกัส(มิลลิเมตร) | หัวฉีด(มิลลิเมตร) |
| 35มม | 12000 | 0.2 | 8 | ฉบับที่ 3 |
| ความสูงของหัวฉีด | ความดัน(ญ) | ความถี่(เฮิรตซ์) | อัตราภาษี% | - |
| 0.5 | 18บาร์ | 200 | 55 | - |
ประเภทหัวฉีดเดี่ยว

ความถี่และอัตราส่วนหน้าที่
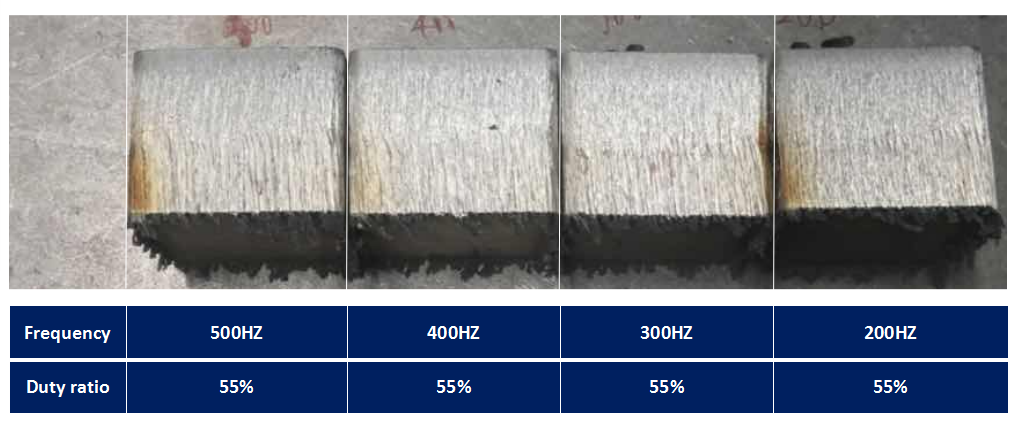
| พลัง | เฮิรตซ์ | หน้าที่% | พลังงานพัลส์เดียว | ครั้งชีพจรเดียว | เวลาหยุดพัลส์ (มิลลิวินาที) |
| 12KW | 500 | 55 | 13.2 | 500 | 0.9 |
| 12KW | 400 | 55 | 16.5 | 400 | 1.125 |
| 12KW | 300 | 55 | ยี่สิบสอง | 300 | 1.5 |
| 12KW | 200 | 55 | 44 | 200 | 2.25 |
รูปที่ 1: การเปรียบเทียบการตัด พารามิเตอร์อื่นๆ ยังคงไม่เปลี่ยนแปลง เปลี่ยนความถี่ ความถี่ 500~200 ผลกระทบของส่วนการตัดจะค่อยๆ ดีขึ้นในชั้นต่างๆ เมื่อตั้งค่าความถี่เป็น 100 การตัดแสงป้องกันสีน้ำเงิน รอบการทำงานยังคงไม่เปลี่ยนแปลง ความถี่จะเล็กลง และส่วนจะค่อยๆ ดีขึ้น เลเซอร์แต่ละอันมีความแตกต่างและแนวโน้มมีความสอดคล้องกัน
เพื่อให้มั่นใจในคุณภาพของส่วนต่างๆ ตามค่าในตารางด้านบน หลักการตัดโฟกัสปกติจะจำกัดการเพิ่มความเร็ว กำลังและความเร็วไม่อยู่ในความสัมพันธ์สองเท่า และความเร็วจริงโดยพื้นฐานแล้วจะเท่ากัน
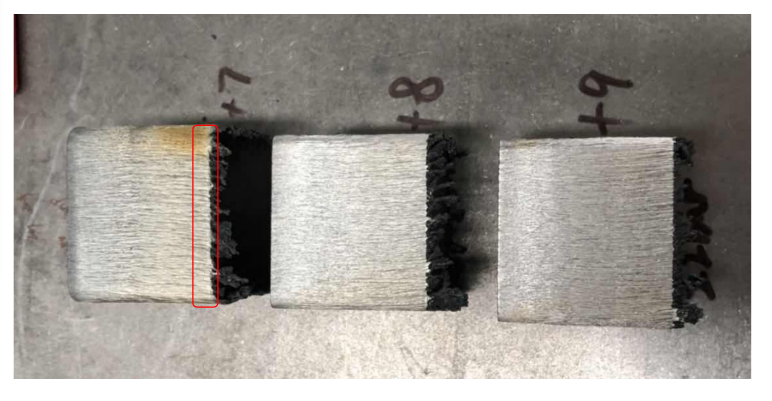
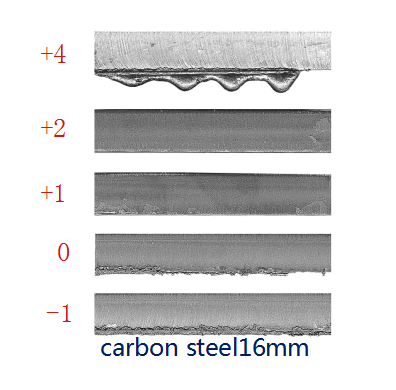
ได้รับผลกระทบจากการเปลี่ยนโฟกัส โฟกัส +7 ดูเหมือนจะถูกแยกออกจากส่วนล่าง เมื่อโฟกัสเพิ่มขึ้น รอยที่ไม่ได้เจียระไนบนพื้นผิวด้านล่างจะลดลง และการแยกส่วนจะลดลง ความกว้างโฟกัสประมาณ 2 มม. เพิ่มขึ้นต่อไป Focus +10 สะท้อนแสงสีน้ำเงิน ค้นหาตำแหน่งโฟกัสใบหน้าที่ดีที่สุดผ่านการชดเชยโฟกัส
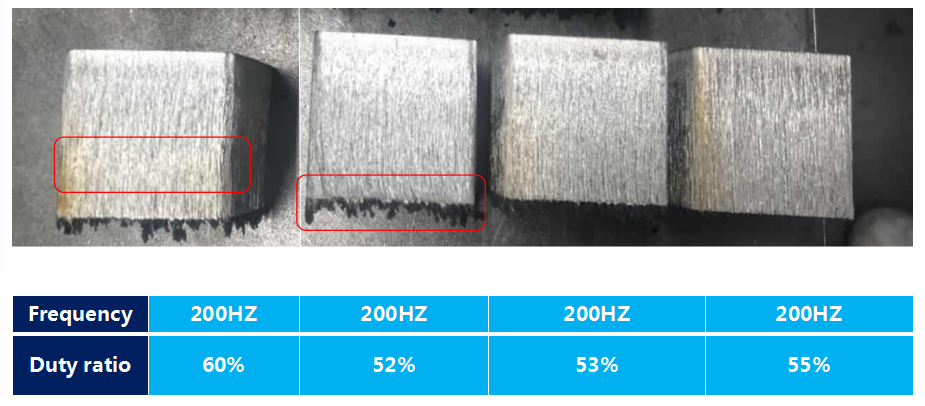
เนื่องจากได้รับอิทธิพลจากการเปลี่ยนแปลงของรอบการทำงาน 53% จึงเป็นค่าวิกฤต หากรอบการทำงานลดลงอีก ร่องรอยที่ไม่ได้เจียระไนจะปรากฏบนพื้นผิว เมื่อรอบการทำงานเพิ่มขึ้นอย่างช้าๆ การแยกชั้นจะชัดเจนยิ่งขึ้น และหน้าตัดจะแย่ลง