












0102030405
Как установить параметры обработки для резки листов из углеродистой и нержавеющей стали при мощности 6 кВт и 12 кВт?
2024-04-30 13:46:32
При использовании оборудования мощностью более 6000 Вт, резке толстых листов углеродистой стали толщиной более 25 мм, вырезании относительно сложных небольших отверстий и других узоров для достижения стабильного производства требуется высокая концентрация и полная мощность.
Характеристики параметров резки:
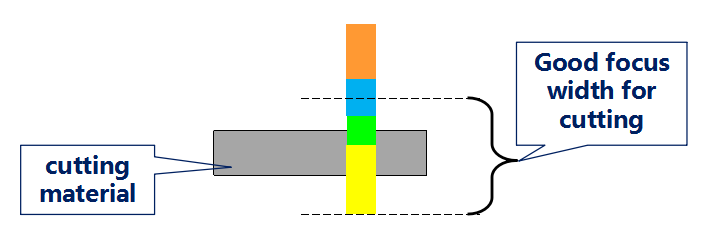
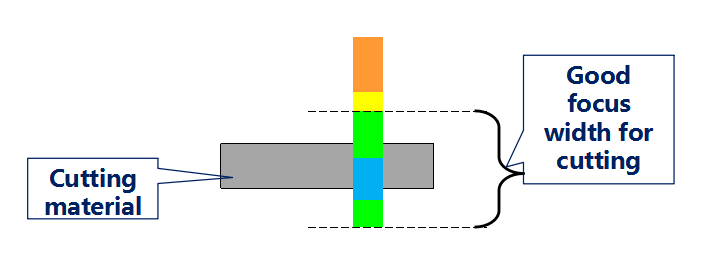
1. Режущая головка не нагревается, когда фокус находится на самом высоком уровне.
2. Резка углеродистой стали толщиной более 25 мм.
3. Для резки используйте быструю насадку 1,6-1,8 или обычную двухслойную насадку 2,0.
4. Скорость резания низкая и ее невозможно улучшить.
5. Давление воздуха установлено на уровне 0,7-1,0 бар, а высота сопла составляет 0,8-1,0 бар.
При резке углеродистой и нержавеющей стали, если искры концентрированные и вокруг нет рассеянных или наклоненных искр, качество реза отличное. Если появляются искры двух видов, это означает, что возникла проблема с параметрами резки и их необходимо отрегулировать. Если вокруг режущей нержавеющей стали появляются легкие желтоватые и красноватые искры, это означает, что фокус расположен слишком низко и при образовании плазмы поверхность резки плохо расслаивается.

Эффект резки материала из нержавеющей стали:

В нижней части виден белый свет, который не был прорезан, и фокус перемещается вниз.
В нижней части имеется твердый шлак, и фокус смещается вниз.
На нижней поверхности имеется черная окантовка, указывающая на высокую мощность или низкую скорость.
Гранулированный мягкий шлак на нижней поверхности, увеличьте скорость или уменьшите давление воздуха.
Отладка нержавеющей стали 35 мм – основные параметры
| Толщина (мм) | Мощность (Вт) | Скорость (м/мин) | Фокус (мм) | Сопло (мм) |
| 35 мм | 12000 | 0,2 | 8 | № 3 |
| Высота сопла | Давление (Вт) | Частота (Гц) | Коэффициент нагрузки% | - |
| 0,5 | 18 бар | 200 | 55 | - |
Тип одинарной насадки

Частота и коэффициент заполнения
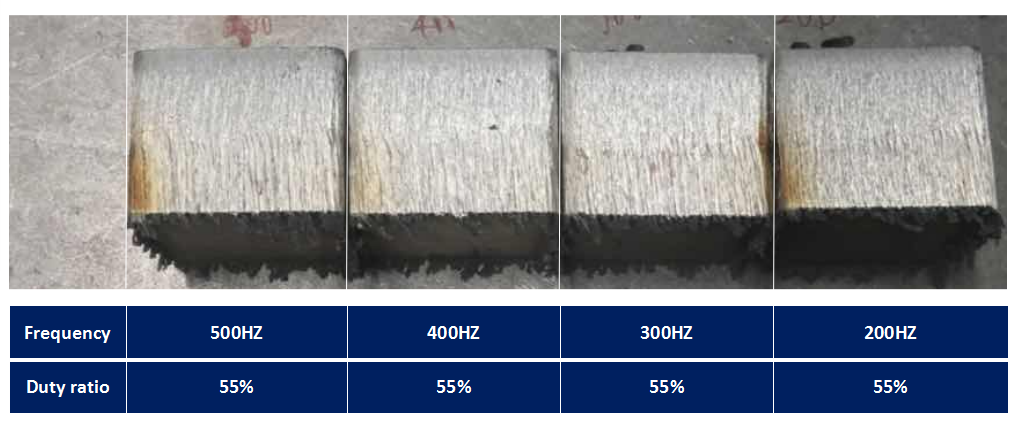
| ВЛАСТЬ | ХЗ | ДОЛГ% | мощность одного импульса | время одиночного импульса | время остановки импульса (мс) |
| 12кВт | 500 | 55 | 13.2 | 500 | 0,9 |
| 12кВт | 400 | 55 | 16,5 | 400 | 1.125 |
| 12кВт | 300 | 55 | двадцать два | 300 | 1,5 |
| 12кВт | 200 | 55 | 44 | 200 | 2,25 |
Рисунок 1: Сравнение резки, другие параметры остаются неизменными, измените частоту, частота 500 ~ 200, эффект секции резки постепенно улучшается по слоям. Когда частота установлена на 100, включается антисиний свет, рабочий цикл остается неизменным, частота становится меньше, и секция постепенно улучшается. , отдельные лазеры имеют различия, и тенденция сохраняется.
Для обеспечения качества сечения, согласно значениям в таблице выше, принцип резки с нормальным фокусом ограничивает увеличение скорости. Мощность и скорость не находятся в удвоенной зависимости, а фактическая скорость в основном такая же.
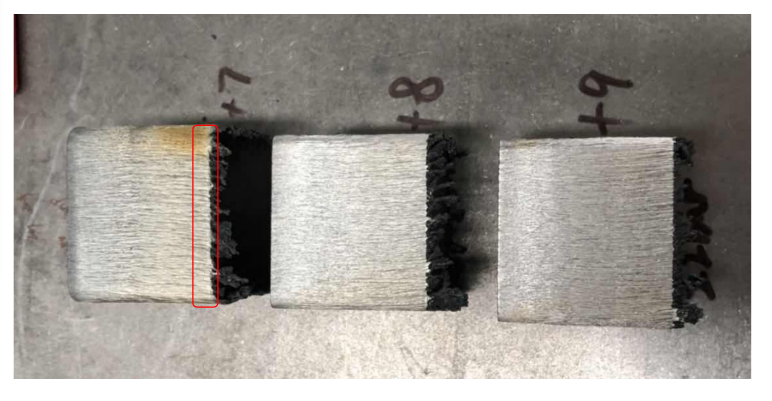
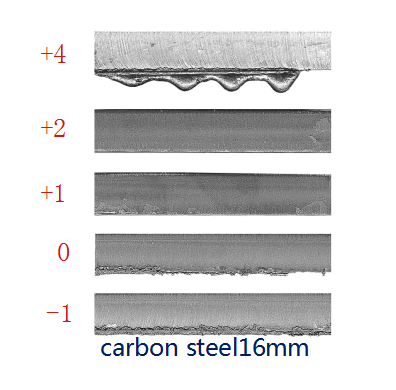
Под влиянием изменения фокуса фокус +7 выглядит расслоенным в нижней части. По мере поднятия фокуса неразрезанные следы на нижней поверхности уменьшаются и расслоение уменьшается. Фокусная ширина около 2 мм. Продолжайте подниматься. Фокус +10 отражает синий свет. По смещению фокуса определите наилучшее положение фокуса лица.
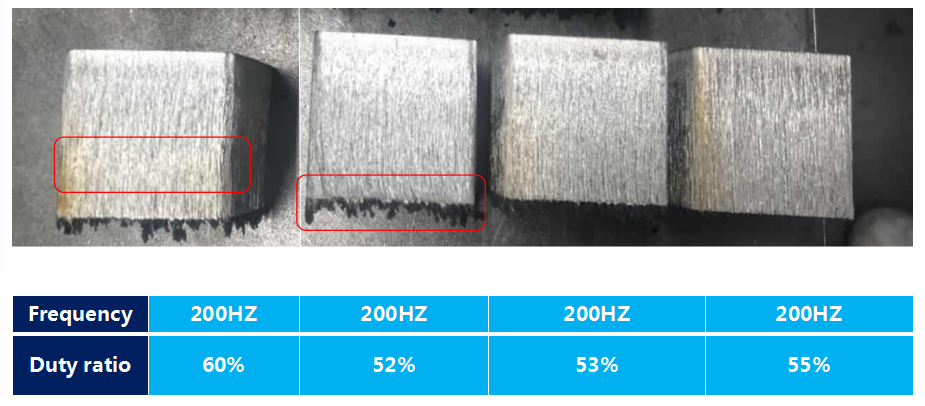
Под влиянием изменений рабочего цикла критическим значением является 53%. Если рабочий цикл еще уменьшить, на поверхности появятся неразрезанные следы. По мере медленного увеличения рабочего цикла расслоение станет более очевидным, а поперечное сечение станет хуже.