Введение в отрасль электрических шкафов
Применение волоконного лазерного оборудования

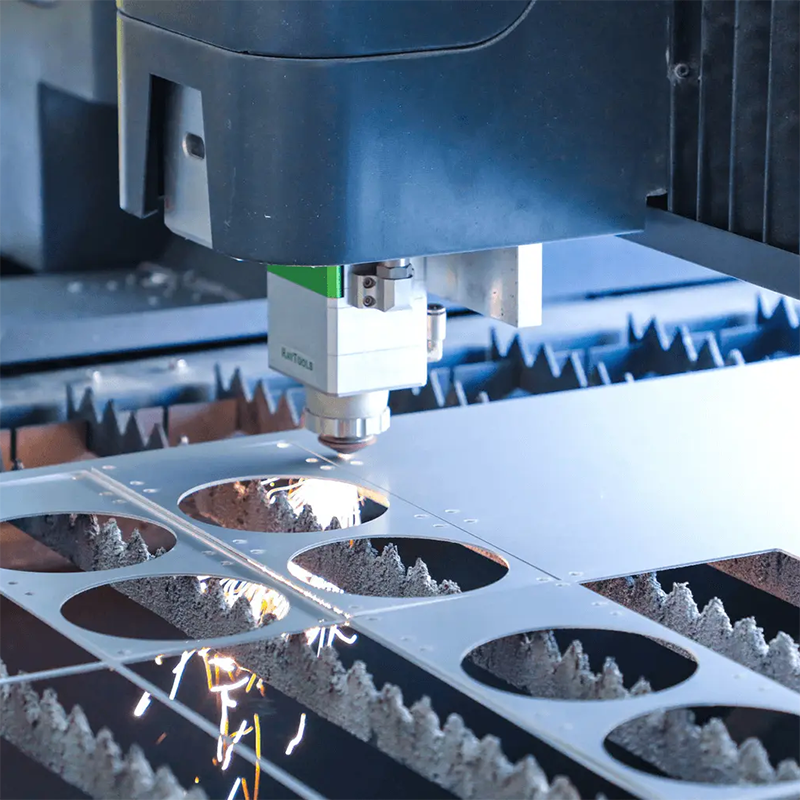
Ⅰ. Лазерная резка
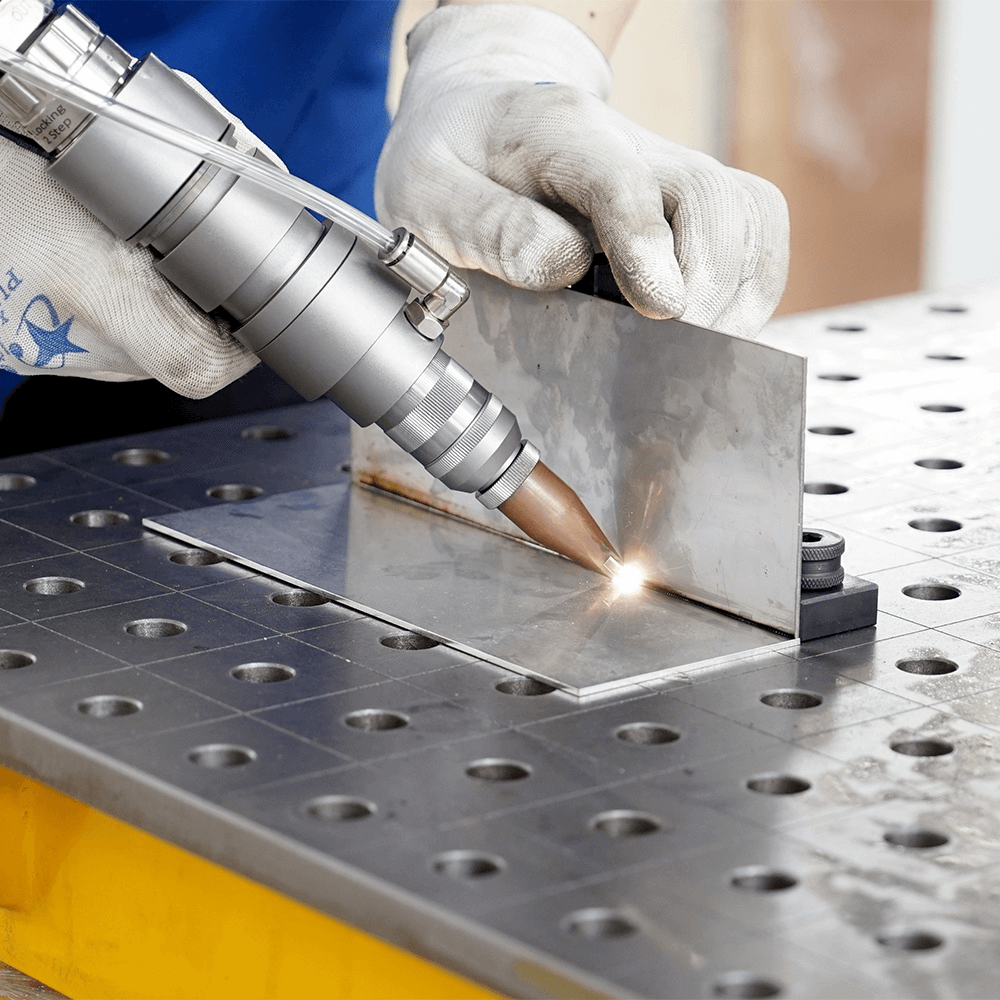
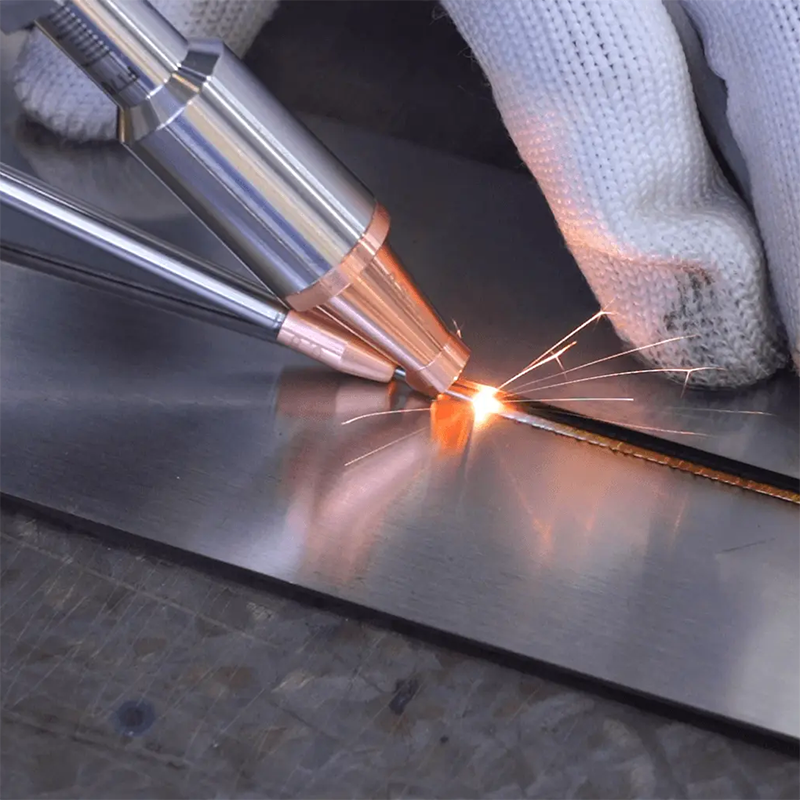
Ⅱ. Лазерная сварка
● Гибкость: ручной лазерный сварочный аппарат обладает гибкими возможностями и позволяет легче обрабатывать сложные места и углы сварки при сварке электрических шкафов.
● Портативность: по сравнению с традиционным сварочным оборудованием ручные лазерные сварочные аппараты легче и их легче выполнять в электрических шкафах или в небольших помещениях.
● Высокая точность: технология лазерной сварки позволяет добиться высокоточной сварки и гарантировать точность и качество свариваемых деталей.
● Низкая зона термического влияния: зона термического влияния во время процесса лазерной сварки очень мала, что может уменьшить деформацию и тепловое воздействие и подходит для сварки, которая предъявляет строгие структурные требования к электрическим шкафам.
● Высокая степень автоматизации: ручной лазерный сварочный аппарат может выполнять полуавтоматическую или полностью автоматическую сварку, что повышает эффективность производства и снижает затраты на рабочую силу.
Преимущества оборудования для лазерной резки и сварки
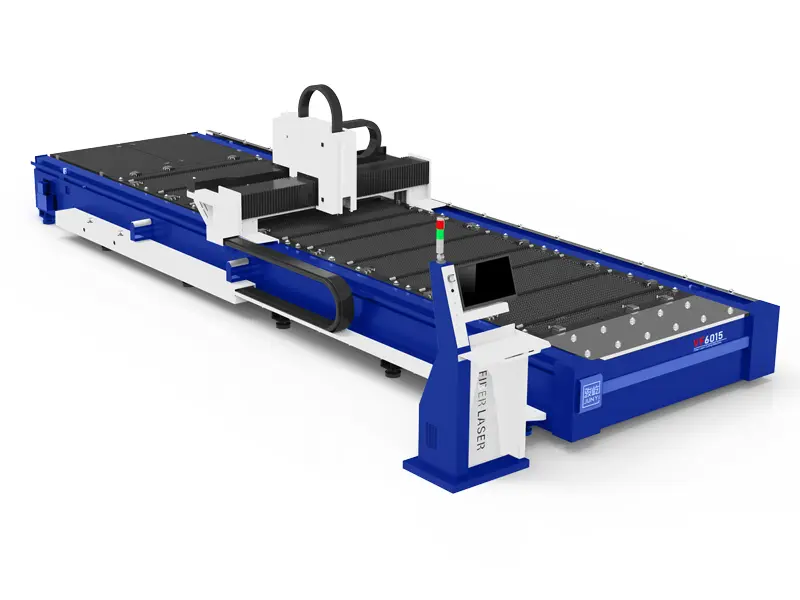

Модернизированный 6-метровый волоконный лазер...
| Модель | VF6015 |
|---|---|
| Мощность лазера | 1500-6000 Вт |
| Размер | 8196*2230*2394 мм |
| Масса | 3600 кг |
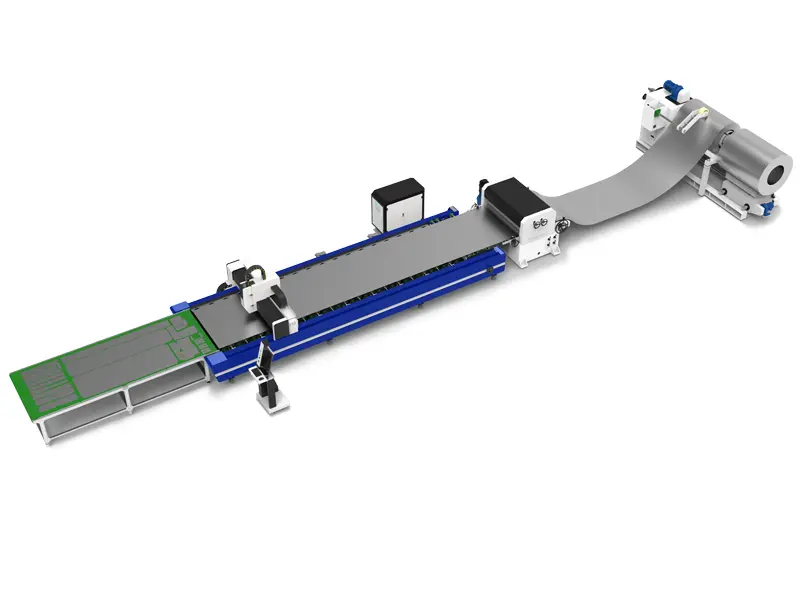
Автоматическая система подачи...
| Модель | VF6015C |
|---|---|
| Мощность лазера | 1500-6000 Вт |
| Размер | 35600*7500*2394 мм |
| Масса | 3600 кг (машина) |

Ручной лазер «четыре в одном»...
| Модель | HW-1500W |
|---|---|
| Мощность лазера | 1500-3000 Вт |
| Размер | 958*496*794 мм |
| Масса | 184 кг |
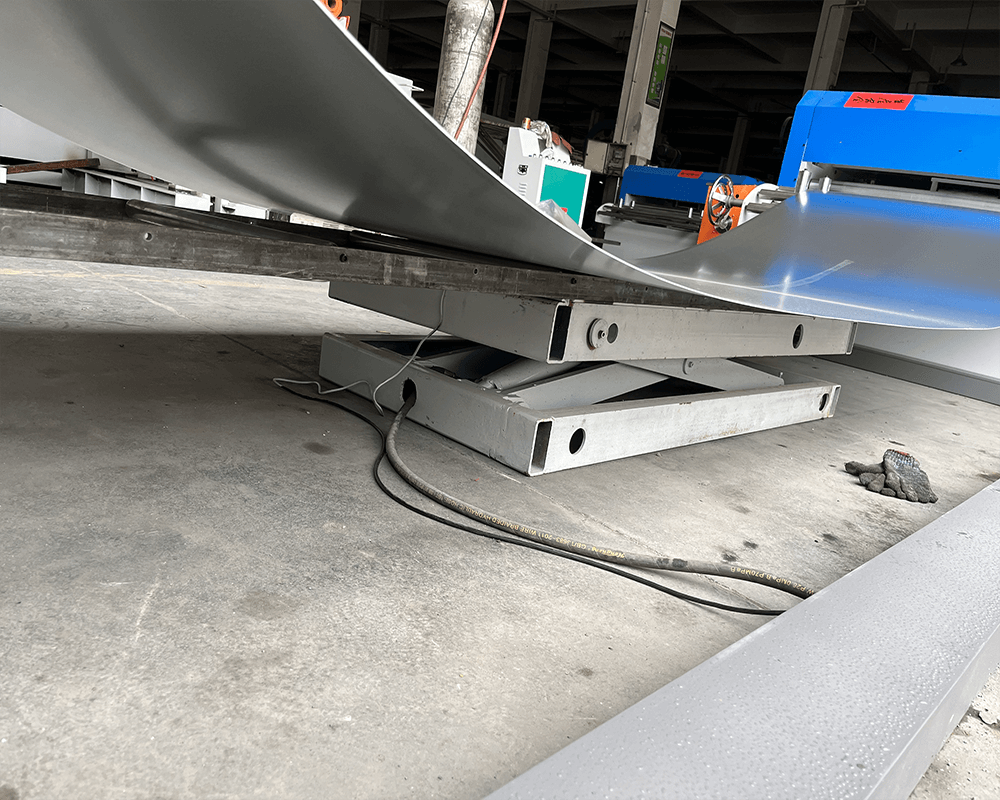
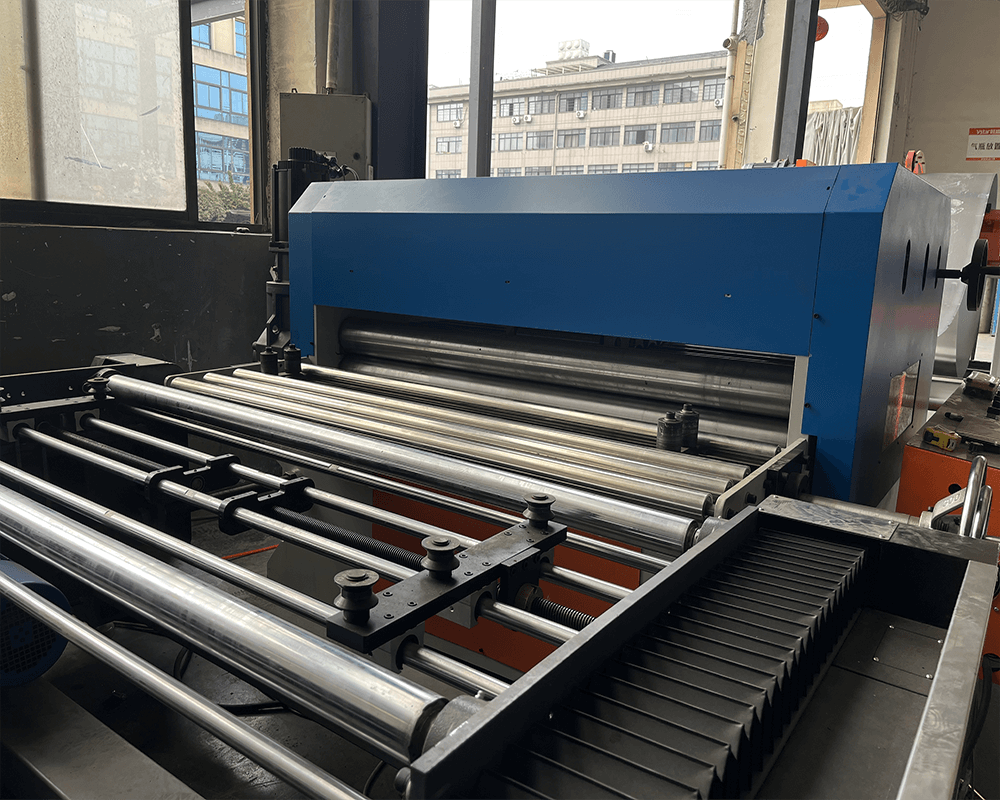
Особенности лазерного резака для рулонной стали VF6015C




Стандартный станок для лазерной резки модели 3015/3015H популярен в индустрии автомобильных деталей по нескольким причинам:
Требования к площадке и окружающей среде
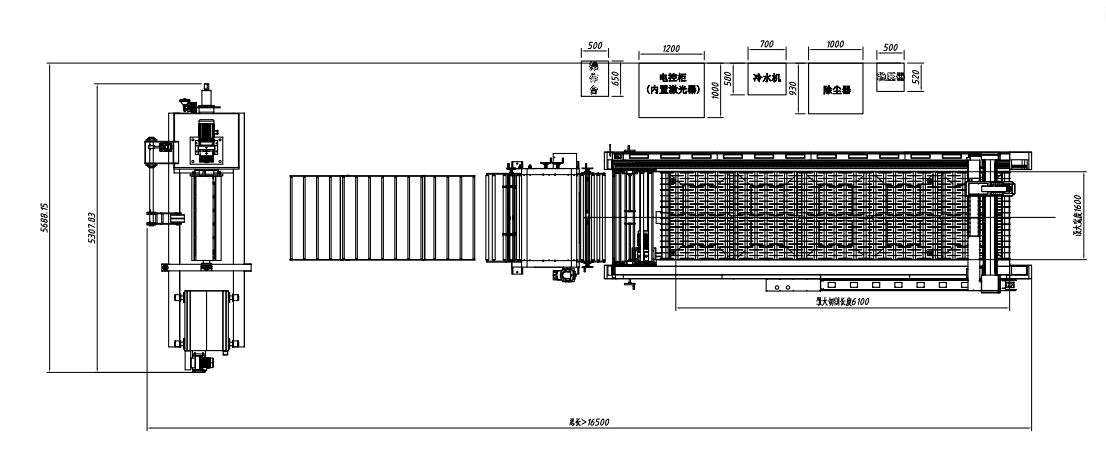
Конструкция станка для лазерной резки разматывающего волокна

| Материал формы сиденья | Несущая поверхность представляет собой V-образную конструкцию. |
|---|---|
| Режим ходьбы тележки | Циклоидный двигатель |
| Способ подъема тележки | Гидравлический цилиндр |
| Как тележка предотвращает попадание в офсайд | Жесткий лимит |
| Максимальная загрузка | 15 тонн |
| Метод управления | Ручное управление кнопками |
| Метод выравнивания | Визуальное выравнивание, шкала прикреплена в качестве ссылки |
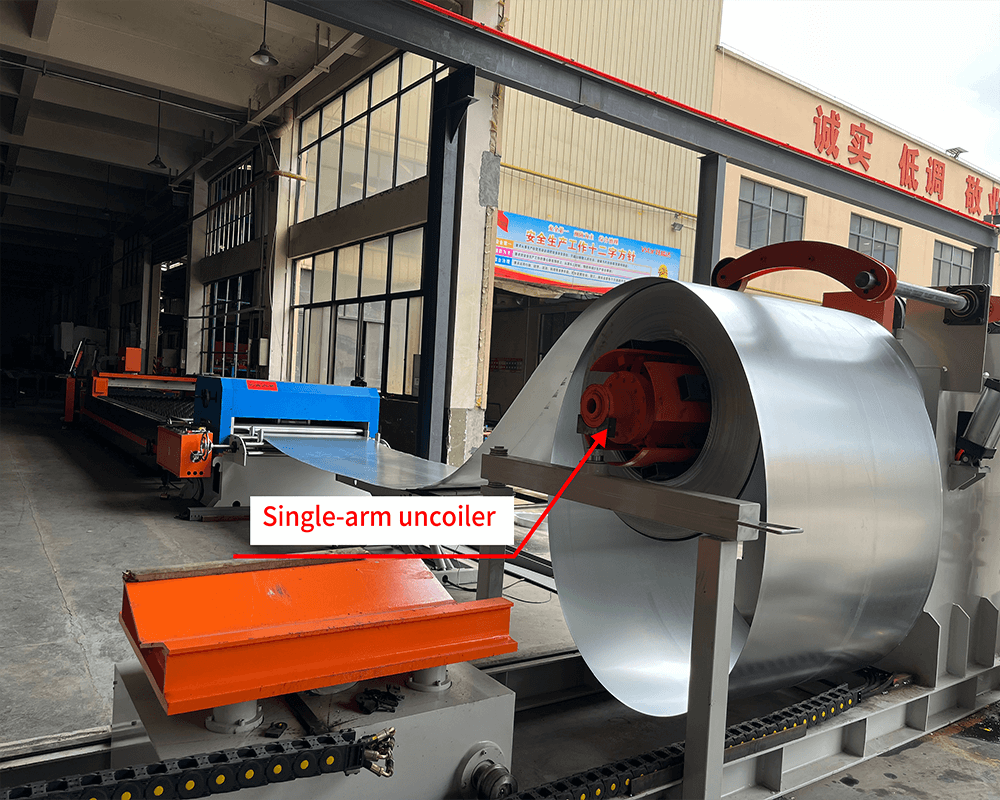
| Ширина загрузочного рулона | 200-1500 мм |
| Грузоподъемность | 12 тонн |
| Метод расширения | Гидравлическая клиновая конструкция |
| Диапазон расширения | 480-520 |
| Метод привода шпинделя | Двигатель переменного тока с регулируемой частотой |
| Режим передачи шпинделя | Двухрядный цепной привод с большим расстоянием между ними |
| Метод торможения | Пневматический тормоз-бабочка |
| Раскручивающийся поток | Метод нижней размотки |
| Привод рычага пресса | Пневматический привод |
| Контроль дуги материала | Управление фотоэлектрическим переключателем |
| Режим мощности | Серводвигатель |
| Метод корректировки суммы корректировки | Сервопривод с ЧПУ |
| Метод отображения суммы коррекции | Цифровой дисплей |
| Корректирующий валик | 11 штук, две группы по 5 верхних и 6 нижних, диаметр ролика 84 мм. |
| Ролик предварительного давления | 3 куска |
| Длина ролика | 2 шт., 1 верхняя и 1 нижняя, диаметр ролика 120 мм. |
| Сервометод для ролика | Боковой зубчатый привод |
| Учебные колеса | 2 столбца |
| Вспомогательный подшипник колеса | Выравнивание подшипников |
| Материал ролика | Высококачественная подшипниковая сталь, после закалки твердость может достигать HRC60±2. |
| Повторяемость подачи | 0-1000 мм ±0,15, >1000 мм ±0,25 |
| Максимальная скорость подачи | 16 м/мин |