












0102030405
Jak ustawić parametry obróbki przy cięciu blach ze stali węglowej i nierdzewnej przy mocy 6KW i 12KW?
2024-04-30 13:46:32
W przypadku korzystania ze sprzętu o mocy powyżej 6000 W, cięcia grubych blach ze stali węglowej o grubości powyżej 25 mm, wycinania stosunkowo skomplikowanych małych otworów i innych wzorów, do osiągnięcia stabilnej produkcji wymagane jest wysokie skupienie i pełna moc.
Charakterystyka parametrów cięcia:
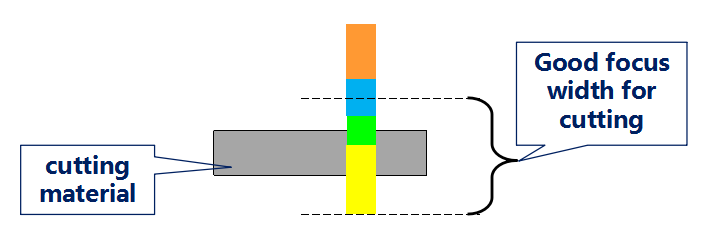
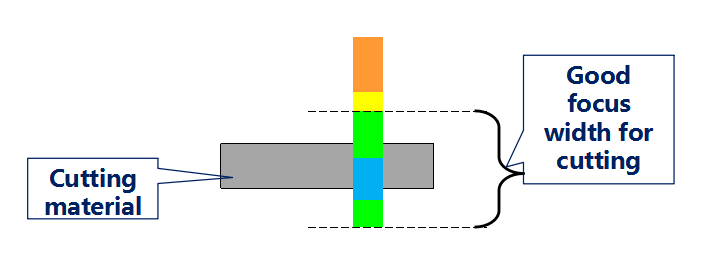
1. Głowica tnąca nie nagrzewa się, gdy ostrość jest najwyższa.
2. Cięcie stali węglowej powyżej 25 mm
3. Do cięcia użyj dyszy szybkiej 1,6-1,8 lub zwykłej dyszy dwuwarstwowej 2,0
4. Prędkość cięcia jest niska i nie można jej poprawić.
5. Ciśnienie powietrza jest ustawione na 0,7-1,0 bar, a wysokość dyszy na 0,8-1,0 bar.
Podczas cięcia stali węglowej i stali nierdzewnej, jeśli iskry są skoncentrowane i nie ma wokół nich iskier rozproszonych lub pochylonych, jakość ciętego odcinka jest doskonała. Jeśli pojawią się dwa rodzaje iskier, oznacza to, że wystąpił problem z parametrami cięcia i należy je wyregulować. Jeśli wokół ciętej stali nierdzewnej występują jasnożółte i czerwonawe iskry, oznacza to, że ostrość jest zbyt niska, a wraz z wytwarzaniem plazmy powierzchnia cięcia jest słabo rozwarstwiona.

Efekt cięcia materiału ze stali nierdzewnej:

W dolnym obszarze znajduje się nieprzecięte białe światło, a ostrość przesuwa się w dół.
W dolnym obszarze występuje twardy żużel, a ostrość przesuwa się w dół
Na dolnej powierzchni znajduje się czarny znak obramowania, wskazujący dużą moc lub małą prędkość.
Ziarnisty miękki żużel na dolnej powierzchni, zwiększ prędkość lub zmniejsz ciśnienie powietrza
Debugowanie stali nierdzewnej 35mm - podstawowe parametry
| Grubość (mm) | Moc (w) | Prędkość (m/min) | Ostrość (mm) | Dysza (mm) |
| 35mm | 12000 | 0,2 | 8 | Nr 3 |
| Wysokość dyszy | Ciśnienie (w) | Częstotliwość (HZ) | Cła% | - |
| 0,5 | 18 barów | 200 | 55 | - |
Typ pojedynczej dyszy

Częstotliwość i współczynnik wypełnienia
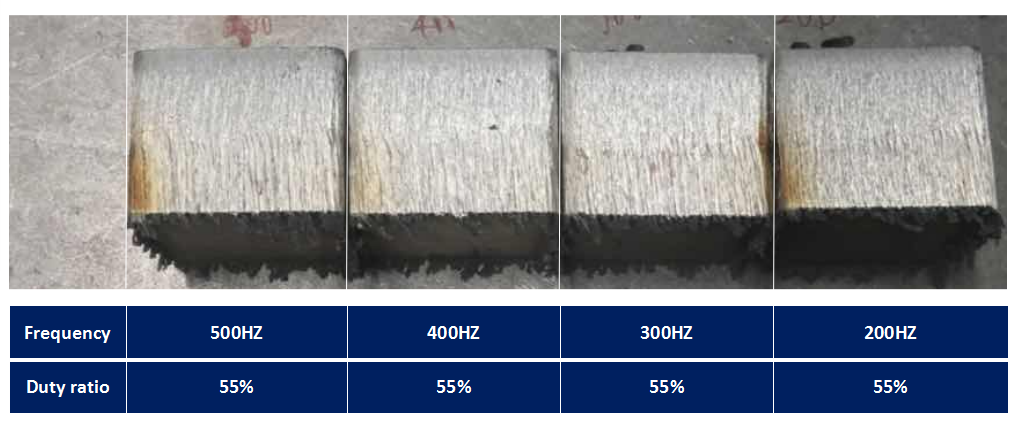
| MOC | HZ | OBOWIĄZEK% | moc pojedynczego impulsu | czasy pojedynczego impulsu | czas zatrzymania impulsu (ms) |
| 12KW | 500 | 55 | 13.2 | 500 | 0,9 |
| 12KW | 400 | 55 | 16,5 | 400 | 1,125 |
| 12KW | 300 | 55 | dwadzieścia dwa | 300 | 1,5 |
| 12KW | 200 | 55 | 44 | 200 | 2,25 |
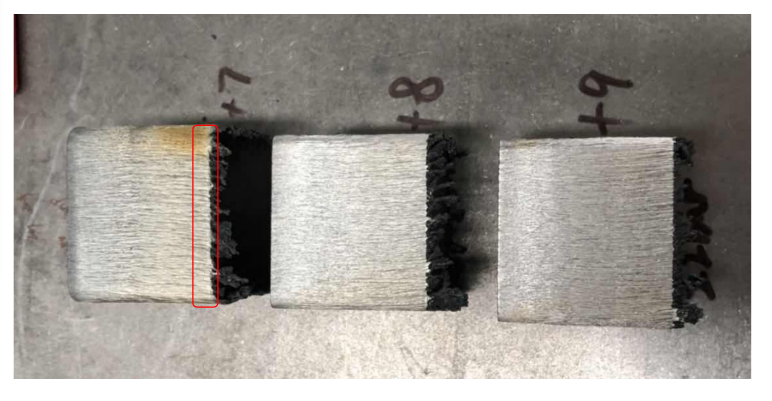
Rysunek 1: Porównanie cięcia, inne parametry pozostają niezmienione, zmień częstotliwość, częstotliwość 500 ~ 200, efekt przekroju cięcia stopniowo poprawia się warstwami. Gdy częstotliwość jest ustawiona na 100, światło anty-niebieskie tnące, cykl pracy pozostaje niezmieniony, częstotliwość maleje, a sekcja stopniowo się poprawia. , poszczególne lasery różnią się, a tendencja jest spójna.
Aby zapewnić jakość przekroju, zgodnie z wartościami podanymi w powyższej tabeli, zasada normalnego cięcia ogniskowego ogranicza wzrost prędkości. Moc i prędkość nie są ze sobą powiązane, a rzeczywista prędkość jest w zasadzie taka sama.
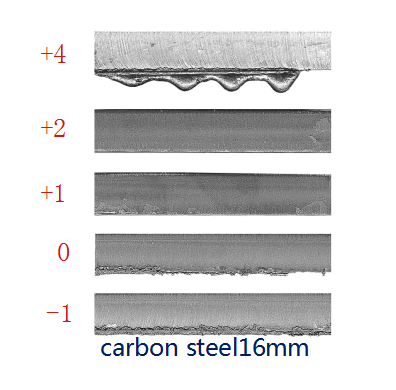
Pod wpływem zmian ostrości ognisko +7 wydaje się być rozwarstwione w dolnej części. Wraz ze wzrostem ostrości zmniejszają się nieodcięte ślady na dolnej powierzchni i zmniejsza się rozwarstwienie. Ogniskowa wynosi około 2 mm. Kontynuuj wzrost. Focus +10 odbija niebieskie światło. Poprzez przesunięcie ostrości znajdź najlepszą pozycję ostrości na twarzy.
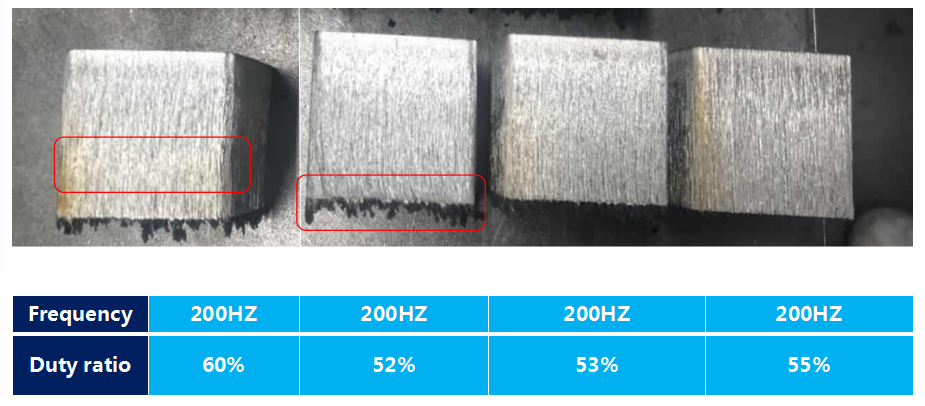
Pod wpływem zmian w cyklu pracy wartość krytyczna wynosi 53%. Jeśli cykl pracy zostanie jeszcze bardziej zmniejszony, na powierzchni pojawią się niezacięte ślady. W miarę powolnego zwiększania się cyklu pracy rozwarstwienie stanie się bardziej widoczne, a przekrój poprzeczny ulegnie pogorszeniu.