












Często zadawane pytania dotyczące spawarki laserem światłowodowym
Pytanie 1: Miedziana dysza uchwytu spawalniczego jest zawsze łatwa do spalenia
Analiza przyczyny:
Podczas procesu spawania ciepło przedostaje się do miedzianej dyszy i powoduje jej uszkodzenie. W procesie przetwarzania należy najpierw przeanalizować źródło ciepła, astygmatyzm soczewki, polaryzację światła czerwonego lub przewodnictwo cieplne materiału zewnętrznego.
Rozwiązanie:
Przed przetwarzaniem należy zapewnić trzy następujące aspekty:
① Czerwone światło jest wyśrodkowane (polaryzacja spowoduje, że światło uderzy w dyszę)
② Odpowiednia szerokość skanowania (zwykle w granicach 5, zwykle ustawiona na 3)
③ Ostrość 0 (rurka kalibracyjna może wynosić 0)
1. Najpierw skieruj światło na ziemię z dużej odległości, aby sprawdzić, czy miedziana dysza jest gorąca. Jeśli nie jest gorąco, oznacza to, że nie ma problemu z soczewką i nie ma astygmatyzmu. Jeśli jest gorąco, uszkodzoną soczewkę należy wymienić.
2. Jeżeli w powyższych normalnych warunkach spoina jest gorąca, oznacza to, że materiał przewodzi ciepło podczas spawania. W rzeczywistym użyciu miedziana dysza narożna zewnętrzna jest łatwiejsza do uszkodzenia niż narożnik wewnętrzny i można zastosować dyszę miedzianą.
3. Technika spawania ma również wpływ na ogrzewanie. Spróbuj zespawać głowicę spawalniczą i materiał pod kątem 45°∠.
4. Materiały silnie odblaskowe, takie jak płyty aluminiowe, również powodują nagrzewanie się miedzianej dyszy, czego nie można kontrolować.
Pytanie 2: Soczewka ochronna w głowicy uchwytu spawalniczego jest często przepalona
Objawy:
Lusterko ochronne ulega uszkodzeniu i w krótkim czasie pojawiają się przypalenia. Na powierzchni emitującej światło lusterka ochronnego znajdują się uszkodzone punkty w kształcie kropek, pokazujące czarne lub czarne plamy w kolorze białym.
Analiza przyczyny:
Ze względu na wpływ procesu/techniki/ustawienia, uszkodzenie jest spowodowane działaniem żużla, a w rzadkich przypadkach światło lasera jest nieprawidłowe.
Rozwiązanie
① Odpowiednio zwiększ ciśnienie powietrza. W normalnych warunkach natężenie przepływu jest nie mniejsze niż 15, ciśnienie nie mniejsze niż 4 i zaleca się stosowanie manometru tlenu o wartości nie mniejszej niż 2 kg
② Podczas spawania staraj się spawać uchwyt spawalniczy z płytą pod kątem 45°, a nie pionowo
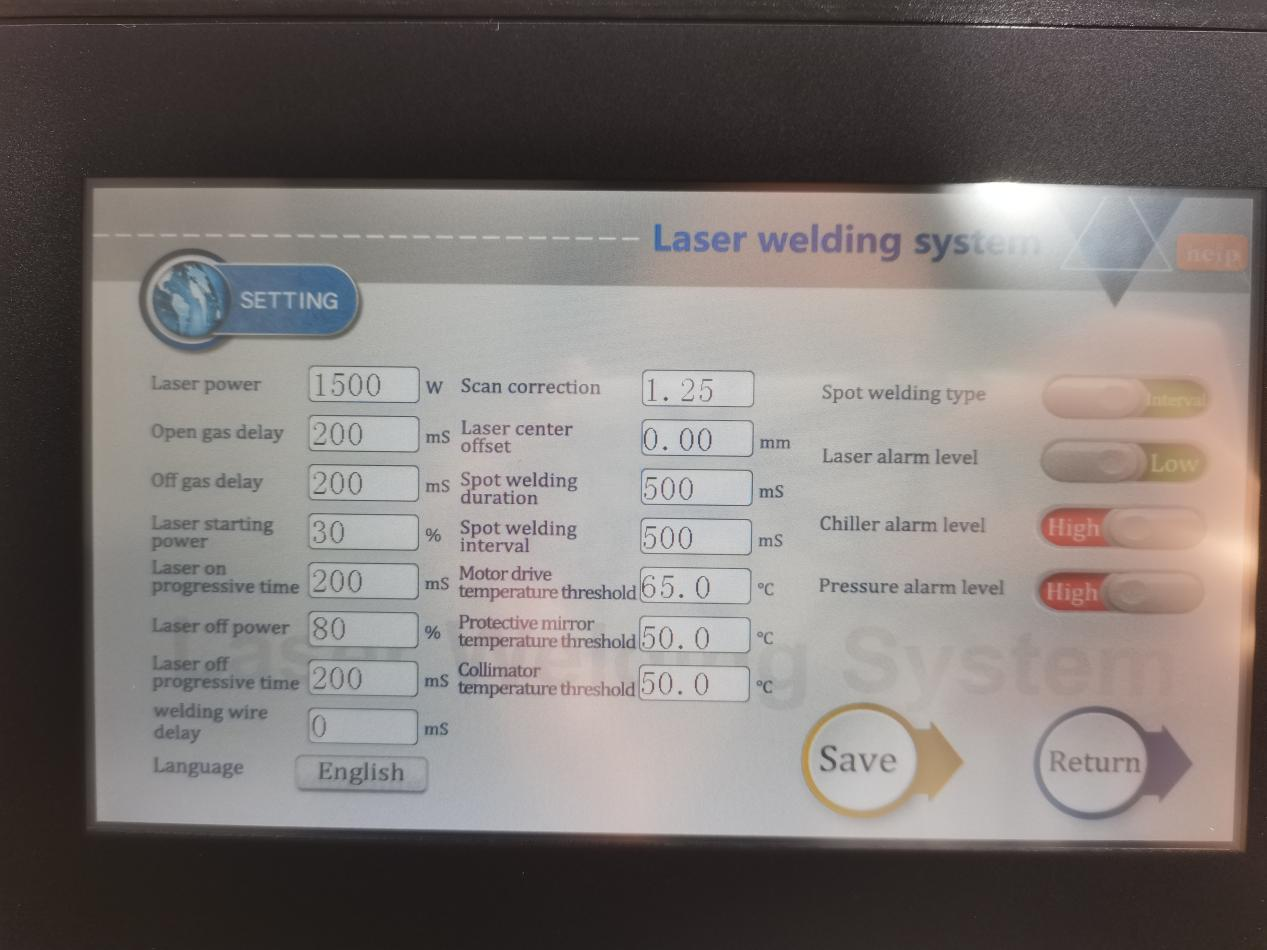
③ Ustaw parametry tak, aby zapewnić jak najwolniejsze narastanie i opadanie, np. opóźnienie włączenia/wyłączenia gazu 200–500 ms, moc włączenia/wyłączenia światła 20% i czas progresji włączenia/wyłączenia światła 200–300 ms. Nie można ustawić wartości 0, jak pokazano na rysunku
④ Podczas spawania blach aluminiowych i ocynkowanych materiał ten jest bardziej narażony na uszkodzenie soczewki niż inne materiały, dlatego do spawania należy używać minimalnej mocy.
⑤ Jakość soczewki ochronnej decyduje również o jej trwałości. Zalecane jest użycie oryginalnego obiektywu.
⑥Przy dużej mocy utrata obiektywu będzie większa w porównaniu do małej mocy, która jest niekontrolowanym zakresem.
⑦Gdy nie można sobie z tym poradzić, można wymienić soczewkę skupiającą F200 + rozszerzony tubus szerokokątny, aby ograniczyć rozpryskiwanie (wymagany dodatkowy zakup)