












0102030405
Hoe stel ik de verwerkingsparameters in voor het snijden van koolstofstaal- en roestvrijstalen platen op 6 kW en 12 kW?
30-04-2024 13:46:32
Bij het gebruik van apparatuur met een vermogen van meer dan 6000W, het snijden van dikke platen koolstofstaal van meer dan 25 mm, het snijden van relatief complexe kleine gaten en andere patronen, zijn hoge focus en vol vermogen vereist om een stabiele productie te bereiken.
Kenmerken snijparameters:
1. De snijkop wordt niet heet als de focus op de hoogste focus staat.
2. Koolstofstaal snijden boven 25 mm
3. Gebruik snel mondstuk 1.6-1.8 of gewoon 2.0 dubbellaags mondstuk om te snijden
4. De snijsnelheid is laag en kan niet worden verbeterd.
5. De luchtdruk is ingesteld op 0,7-1,0 bar en de mondstukhoogte is 0,8-1,0 bar.
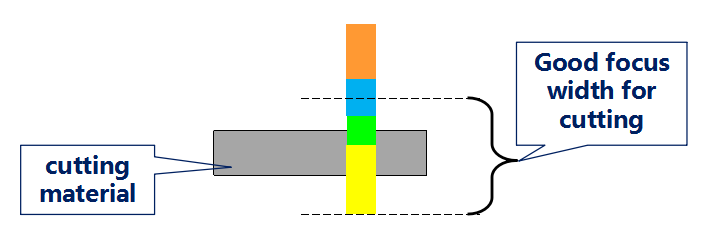
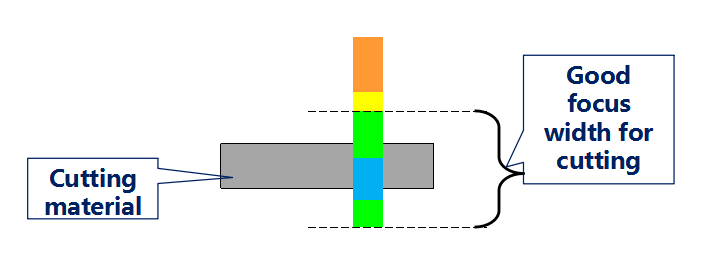
Als bij het snijden van koolstofstaal en roestvrij staal de vonken geconcentreerd zijn en er geen verspreide of schuine vonken in de buurt zijn, is de kwaliteit van het snijgedeelte uitstekend. Als er twee soorten vonken verschijnen, betekent dit dat er een probleem is met de snijparameters en dat deze moeten worden aangepast. Als er lichtgele en roodachtige vonken rond het snijdende roestvrij staal verschijnen, betekent dit dat de focus te laag is en dat door de vorming van plasma het snijoppervlak slecht wordt gedelamineerd.

Snijeffect van roestvrij staalmateriaal:

Er is wit licht in het onderste gedeelte dat niet is doorgesneden en de focus verschuift naar beneden.
Er zit harde slak in het onderste gedeelte en de focus verschuift naar beneden
Er bevindt zich een zwarte randmarkering op het onderoppervlak, wat duidt op een hoog vermogen of een lage snelheid.
Korrelige zachte slak op het onderoppervlak, verhoogt de snelheid of verlaagt de luchtdruk
35 mm roestvrij staal debuggen - basisparameters
| Dikte (mm) | Vermogen (w) | Snelheid (m/min) | Nadruk (mm) | Mondstuk (mm) |
| 35 mm | 12000 | 0,2 | 8 | Nummer 3 |
| Hoogte mondstuk | Druk (w) | Frequentie (HZ) | Werkverhouding% | - |
| 0,5 | 18 bar | 200 | 55 | - |
Type met enkel mondstuk

Frequentie en inschakelduur
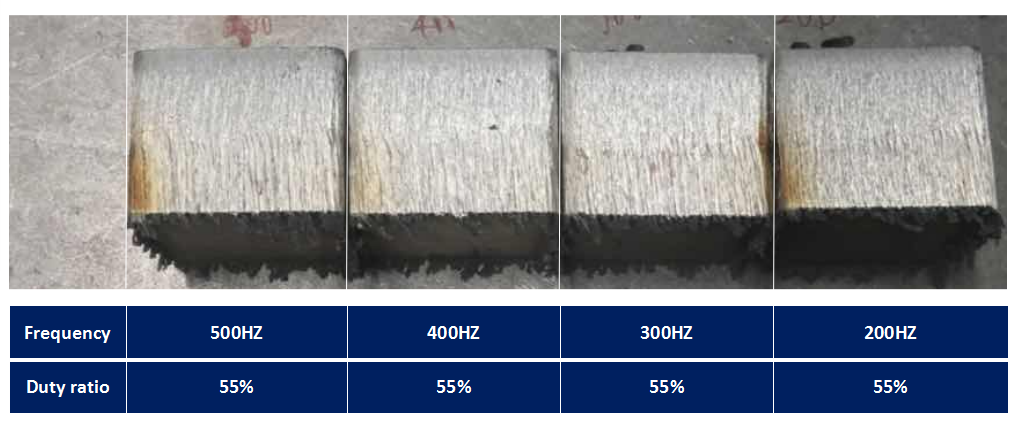
| STROOM | HZ | PLICHT% | enkele pulskracht | enkele pulstijden | pulsstoptijd (ms) |
| 12 kW | 500 | 55 | 13.2 | 500 | 0,9 |
| 12 kW | 400 | 55 | 16.5 | 400 | 1.125 |
| 12 kW | 300 | 55 | tweeëntwintig | 300 | 1.5 |
| 12 kW | 200 | 55 | 44 | 200 | 2.25 |
Figuur 1: Snijvergelijking, andere parameters blijven ongewijzigd, verander de frequentie, 500 ~ 200 frequentie, het snijsectie-effect wordt geleidelijk in lagen verbeterd. Wanneer de frequentie is ingesteld op 100, het snijdende anti-blauw licht, blijft de duty-cycle ongewijzigd, wordt de frequentie kleiner en verbetert de sectie geleidelijk. Er zijn verschillen tussen individuele lasers, en de trend is consistent.
Om de kwaliteit van de sectie te garanderen, beperkt het principe van normaal focussnijden, volgens de waarden in de bovenstaande tabel, de snelheidsverhoging. Het vermogen en de snelheid staan niet in een verdubbelingsrelatie, en de werkelijke snelheid is in principe hetzelfde.
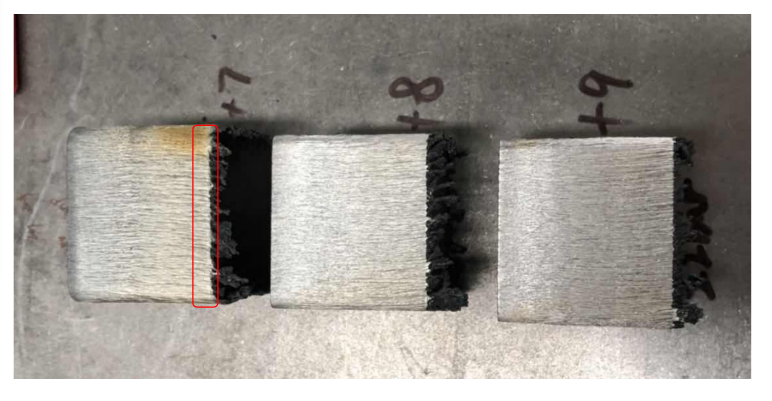
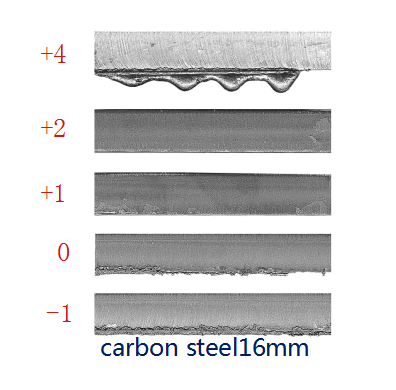
Beïnvloed door focusveranderingen lijkt focus +7 in het onderste gedeelte te zijn gedelamineerd. Naarmate de focus hoger wordt, worden de ongesneden sporen op het onderoppervlak verminderd en wordt de delaminatie verminderd. De brandpuntsafstand is ongeveer 2 mm. Blijf stijgen. Focus +10 reflecteert blauw licht. Ontdek via de offset van de focus de beste gezichtsfocuspositie.
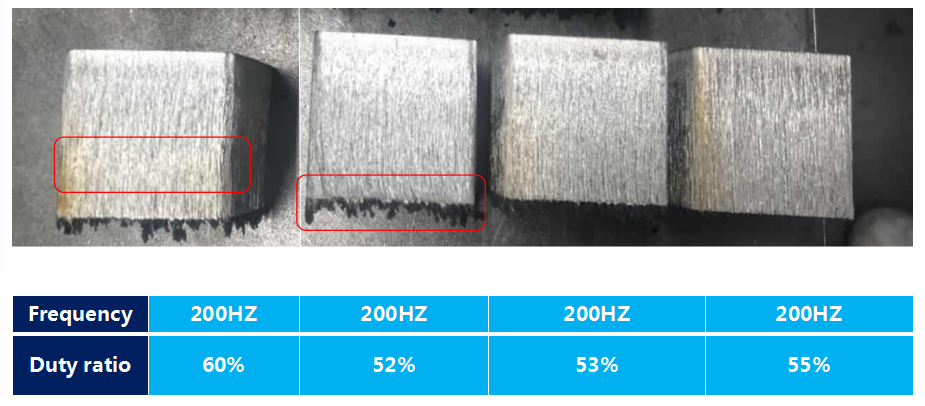
Onder invloed van veranderingen in de werkcyclus is 53% de kritische waarde. Als de inschakelduur verder wordt verlaagd, verschijnen er ongesneden sporen op het oppervlak. Naarmate de werkcyclus langzaam toeneemt, zal de delaminatie duidelijker worden en zal de dwarsdoorsnede slechter worden.