












Veelgestelde vragen over fiberlaserlasmachines
Vraag 1: Het koperen mondstuk van het laspistool is altijd gemakkelijk te verbranden
Oorzaakanalyse:
Tijdens het lasproces diffundeert de warmte naar het koperen mondstuk en veroorzaakt schade. Het verwerkingsproces moet eerst de warmtebron, lensastigmatisme, roodlichtpolarisatie of externe materiaalwarmtegeleiding analyseren.
Oplossing:
Vóór de verwerking moeten de volgende drie aspecten worden gewaarborgd:
① Rood licht is gecentreerd (polarisatie zorgt ervoor dat licht het mondstuk raakt)
② Juiste scanbreedte (meestal binnen 5, meestal ingesteld op 3)
③ Focus 0 focus (kalibratiebuis kan 0 zijn)
1. Stuur eerst vanaf een grote afstand licht naar de grond om te zien of het koperen mondstuk heet is. Als het niet warm is, betekent dit dat er geen probleem is met de lens en dat er geen astigmatisme is. Als het warm is, moet de beschadigde lens worden vervangen.
2. Als het lassen heet is onder de bovengenoemde normale omstandigheden, betekent dit dat het materiaal tijdens het lassen warmte geleidt. Bij feitelijk gebruik raakt het koperen mondstuk in de buitenste hoek gemakkelijker beschadigd dan de binnenhoek en kan het koperen mondstuk worden gebruikt.
3. De lastechniek heeft ook invloed op de verwarming. Probeer de laskop en het materiaal onder een hoek van 45°∠ te lassen.
4. Sterk reflecterende materialen zoals aluminiumplaten zorgen er ook voor dat het koperen mondstuk opwarmt, wat oncontroleerbaar is.
Vraag 2: De beschermende lens in de kop van het laspistool is vaak doorgebrand
Symptomen:
De beschermspiegel raakt beschadigd en er verschijnen in korte tijd verbrande punten. Er zijn puntvormige beschadigde punten op het lichtuitstralende oppervlak van de beschermende spiegel, die zwarte of zwarte witte vlekken vertonen.
Oorzaakanalyse:
Door de invloed van proces/techniek/uitharding wordt de schade veroorzaakt door anti-slak en in zeldzame gevallen is het laserlicht abnormaal.
Oplossing
① Verhoog de luchtdruk op passende wijze. Onder normale omstandigheden is het debiet niet minder dan 15, de druk niet minder dan 4 en wordt aanbevolen om een zuurstofmanometer van niet minder dan 2 kg te gebruiken
② Probeer tijdens het lassen het laspistool en de plaat onder een hoek van 45° te lassen, niet verticaal
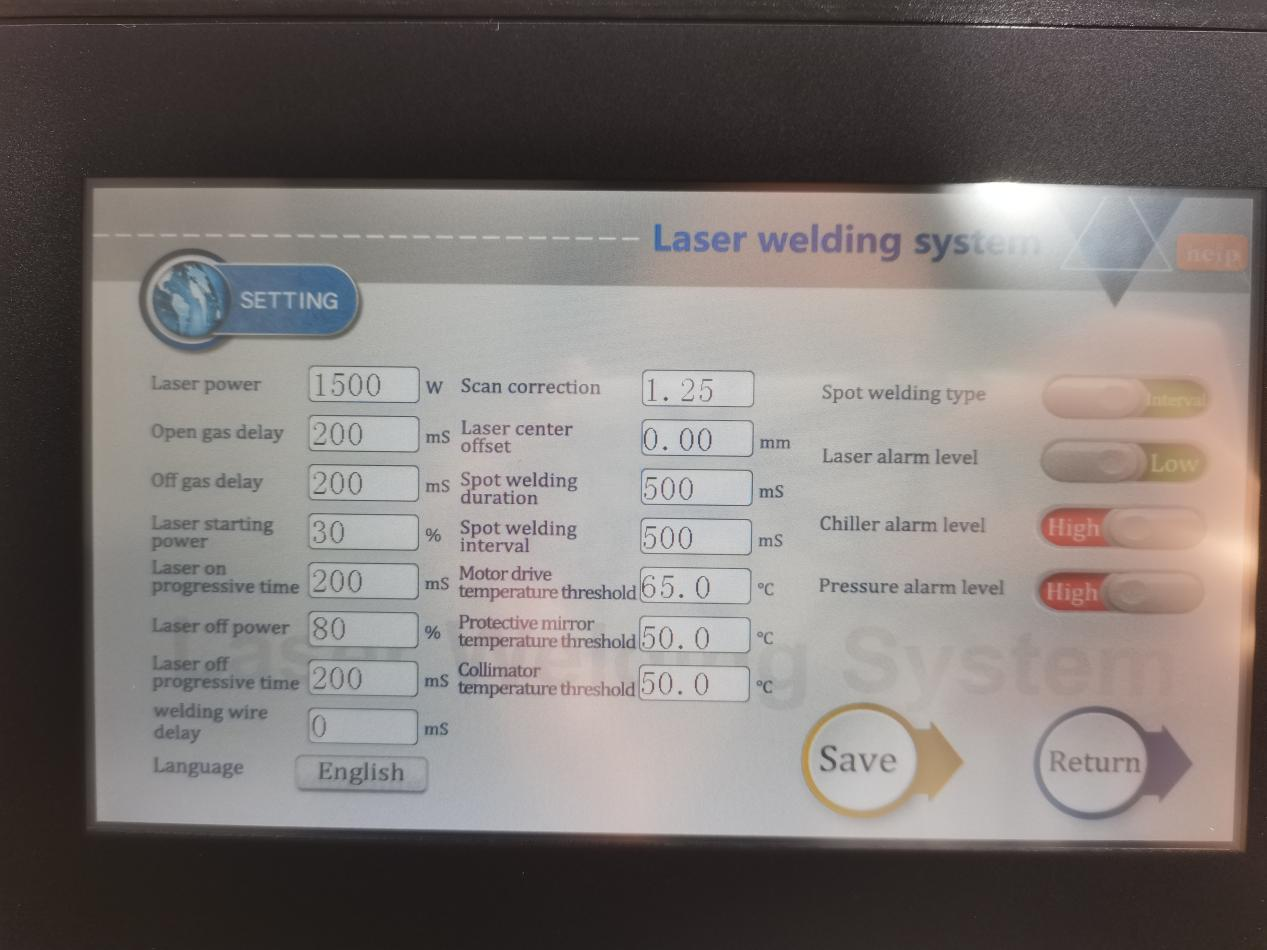
③ Stel de parameters zo in dat ze zoveel mogelijk langzaam stijgen en dalen, zoals 200-500 ms aan/uit gasvertraging, 20% aan/uit lichtvermogen en 200-300 ms aan/uit licht progressieve tijd. Deze kan niet op 0 worden ingesteld, zoals weergegeven in de afbeelding
④ Bij het lassen van aluminium en gegalvaniseerde platen is de kans groter dat dit materiaal de lens beschadigt dan andere materialen, en voor het lassen moet het minimale vermogen worden gebruikt.
⑤De kwaliteit van de beschermende lens bepaalt ook de duurzaamheid ervan. Het wordt aanbevolen om de originele lens te gebruiken.
⑥Bij hoog vermogen zal het verlies van de lens toenemen in vergelijking met laag vermogen, wat een oncontroleerbaar bereik is.
⑦Als het bovenstaande niet kan worden afgehandeld, kunt u de F200 scherpstellens + verlengde groothoekbuis vervangen om spatten te verminderen (extra aankoop vereist)