












0102030405
レーザー切断装置にはなぜ補助ガスが必要ですか? 補助ガスの選び方は?
2024-04-30 13:46:32
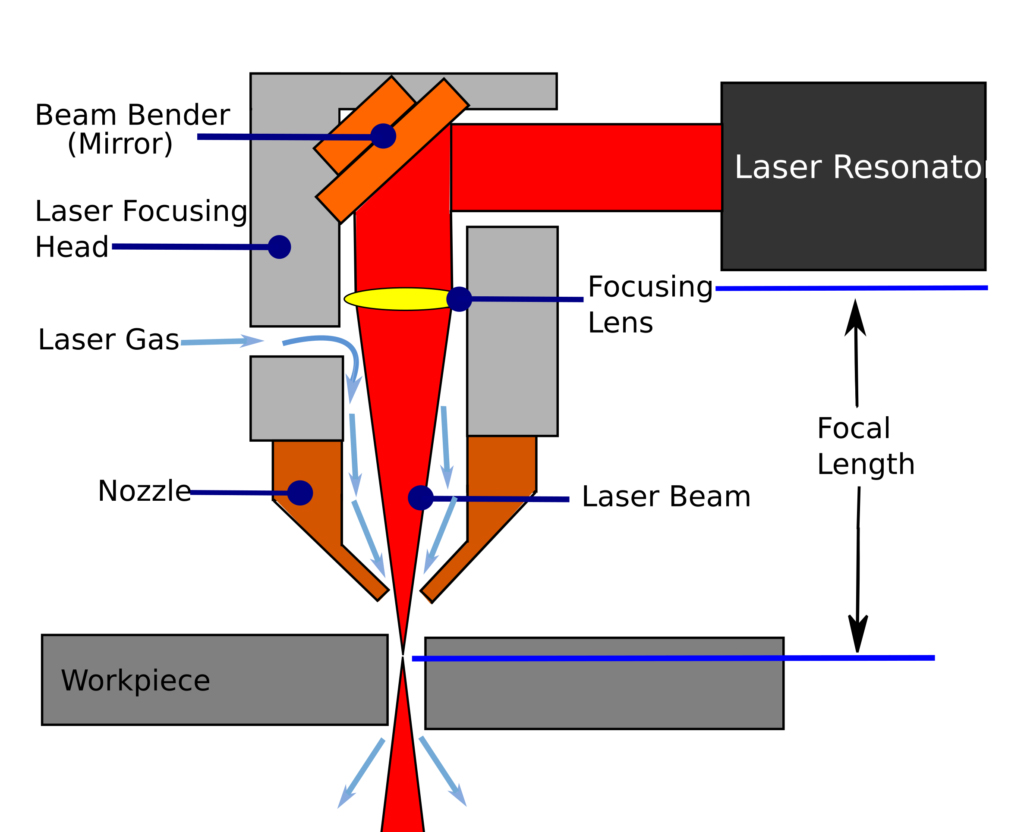
レーザー切断の簡単な模式図を下図に示します。 加工中には、切断継ぎ目のスラグを吹き飛ばしたり、加工対象物の表面を冷却して加熱領域を減らしたり、レーザーヘッドのレンズを冷却して保護したりするために補助ガスを使用する必要があります。 補助ガスには一般的に酸素、窒素、圧縮空気などがあり、切削性能、切削速度、切削厚さなどに直接影響します。切削材料の違いに応じて補助ガスを使い分ける必要があります。
1. 補助ガスとしての酸素

酸素は、より厚い炭素鋼材料を切断するためによく使用されます。 鉄元素との化学反応熱により金属の吸熱溶解が促進されるため、切断効率が大幅に向上します。 しかし、酸素は材料の切断を引き起こし、切断端面に明らかな酸化膜を生成します。また、切断面の周囲の材料に焼き入れ効果をもたらし、材料のこの部分の硬度を高めます。その後の処理に一定の影響を与えます。 酸素カット材の切断面は黒色または濃い黄色になります。 一般に炭素鋼板の切断には、酸素、低圧穴あけ、低圧切断が使用されます。 酸素は通常、空気分離プラントから提供される液体酸素から気化されるため、ガス源の品質はクリーンであり、特別な処理は必要ありません。
2. 補助ガスとしての窒素

切断用の補助ガスとして窒素を使用すると、溶融金属の周囲に保護雰囲気を形成して材料の酸化を防ぎ、酸化膜の形成を回避し、材料の無酸化切断を実現します。 ただし、切断能力は酸素に劣り、窒素切断の方が窒素消費量が多く、切断コストが高くなります。 非酸化切断面は直接溶接、塗装、強い耐食性などの特徴があり、切断端面は白色です。 窒素ガスは通常、ステンレス鋼、亜鉛メッキ板、アルミニウムおよびアルミニウム合金、真鍮、その他の材料の切断に使用され、貫通には低圧、切断には高圧が使用されます。 窒素切断中、ガスの流れの変化は切断に大きな影響を与えます。 切断ガス圧力を確保しながら、十分なガス流量を確保する必要があります。 窒素は通常、空気分離プラントから提供される液体窒素から気化されるため、ガス源の品質はクリーンであり、特別な処理は必要ありません。
3. 補助ガスとしての圧縮空気

圧縮空気は酸素や窒素よりも入手が容易で、非常に安価です。 空気には約 20% の酸素と約 78% の窒素が含まれています。 切断効率は酸素切断に比べてはるかに劣りますが、窒素切断に近い切断能力を持っています。 エアーによる切断効率は窒素切断より若干高くなります。 酸素が存在するため、切断面が黄色くなります。 材料の切り込みの表面の色に厳密な要件がない場合は、窒素切断の代わりに圧縮空気を使用するのが最も経済的で実用的な選択です。 一般に、板金部品、アルミニウム板、非金属および亜鉛メッキ板材の切断に使用されます。 ある程度までは酸化を抑えることができます。 メンブレンとコスト削減のため、ますます使用される切断ガス源の 1 つです。
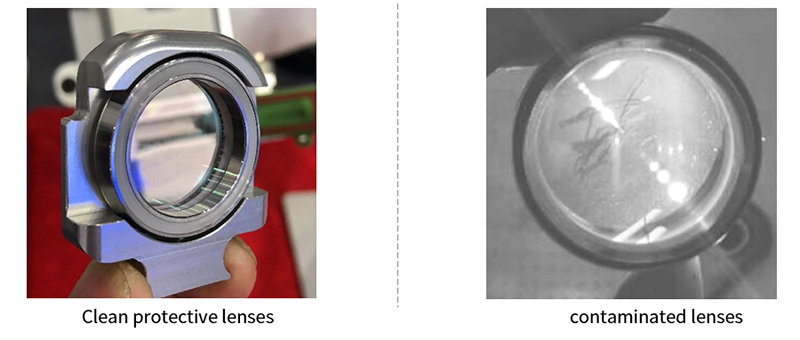
圧縮空気はエアコンプレッサーから直接得られますが、空気自体はきれいではありません。 圧縮空気には、水、油、粒子状物質、その他の汚染物質が多量に含まれています。 圧縮空気が不純な場合、レーザー切断ヘッドの保護ミラーに高圧が吹き付けられます。 、保護レンズを汚染し(写真を参照)、レーザービームの透過に重大な影響を与え、焦点を分散させ、製品を切断できなくなり、バリが発生しやすくなります(写真を参照)。切断面は写真のように荒れており、廃棄物も発生します。 高出力レーザー切断機の場合、保護ミラーやノズル表面に微細な油膜や水ミストが付着していると、高エネルギーのレーザー発光が発生し、レーザーヘッドが焼損する可能性があります。

したがって、切断効果を確実にし、レーザー切断機を損傷から保護するには、継続的で安定したきれいな圧縮空気が必要です。 現在、この業界のガス用途が要件 (ISO 8573-1-2010 に従って分類) を満たすことができるかどうかの指標は、圧力露点がレベル 5 (3 ~ 7℃) 以上であることです (一般に、使用温度はまた、気温が氷点下になる北部地域では、パイプラインが屋外にある場合や長い場合は、圧縮空気に対する温度の影響を考慮する必要があります。粒子状物質の含有量がレベル 2 以上であり、総油分含有量がレベル 2 以上(