












ファイバーレーザー溶接機に関するよくあるご質問
質問 1: 溶接ガンの銅製ノズルは常に焦げやすい
原因分析:
溶接プロセス中に、熱が銅ノズルに拡散し、損傷の原因となります。 加工プロセスでは、まず熱源、レンズの非点収差、赤色光の偏光、または外部材料の熱伝導を分析する必要があります。
解決:
処理する前に、次の 3 つの側面を確認する必要があります。
①赤色光が中心にある(偏光により光がノズルに当たる)
②適切なスキャン幅(通常は5以内、通常は3に設定)
③ フォーカス 0 フォーカス (校正管は 0 にすることができます)
1. まず、遠くから地面に光を送り、銅製のノズルが熱いかどうかを確認します。 熱くなければ、レンズに問題はなく、乱視もありません。 熱い場合は、損傷したレンズを交換する必要があります。
2. 上記の通常の条件下で溶接が熱い場合は、溶接中に材料が熱を伝導していることを意味します。 実際の使用では、外隅の銅ノズルは内隅よりも損傷しやすいため、銅ノズルを使用できます。
3. 溶接技術も加熱に影響します。 溶接ヘッドと材料を 45°∠ で溶接してみてください。
4. アルミニウム板などの反射性の高い素材も銅ノズルの発熱を引き起こし、制御不能になります。
質問 2: 溶接ガンヘッドの保護レンズが頻繁に切れてしまいます。
症状:
保護ミラーが損傷し、短期間で焦げ跡が現れます。 保護ミラーの発光面に点状の傷があり、白地に黒または黒点が見られます。
原因分析:
工程・技術・セッティングの影響により、アンチスラグによるダメージが発生したり、まれにレーザー光に異常が発生する場合がございます。
解決
① 空気圧を適切に上げます。 通常の状況では、流量は 15 以上、圧力は 4 以上で、2 kg 以上の酸素圧力計を使用することをお勧めします。
② 溶接の際、溶接ガンとプレートは垂直ではなく、45°になるようにしてください。
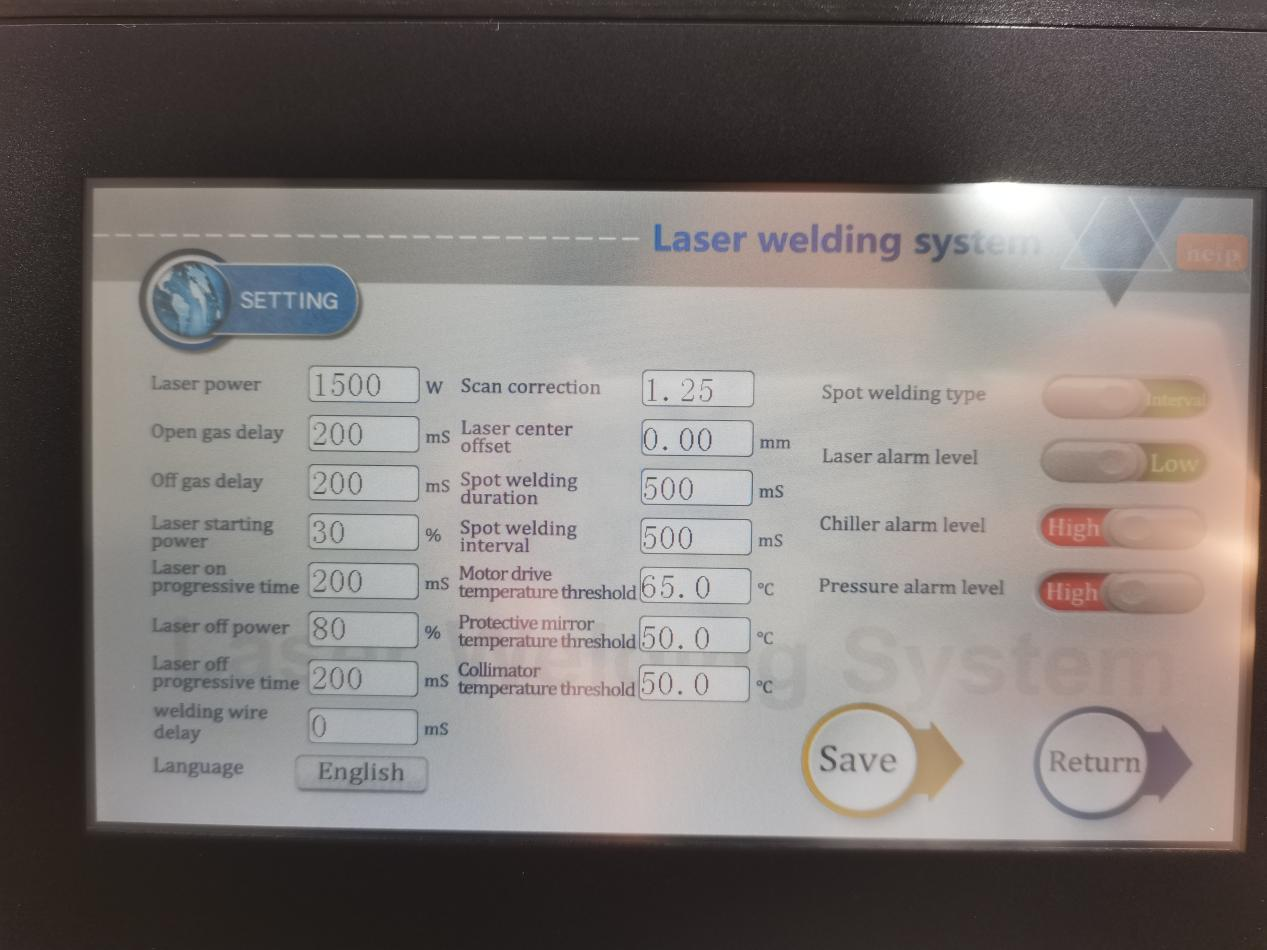
③ 200 ~ 500ms のオン/オフガス遅延、20% のオン/オフ光パワー、200 ~ 300ms のオン/オフ光進行時間など、可能な限りゆっくりとした立ち上がりと立ち下がりが得られるようにパラメータを設定します。 図のように0には設定できません
④ アルミ板、亜鉛メッキ板を溶接する場合、他の材質に比べてレンズを傷めやすいため、最小限の電力で溶接してください。
⑤保護レンズの品質も耐久性を左右します。 純正レンズのご使用をお勧めします。
⑥高倍率では低倍率に比べてレンズの損失が大きくなり、制御できない範囲となります。
⑦上記が対応できない場合は、F200集光レンズ+飛沫軽減用拡張ワイドスケールチューブに交換可能です(別途購入が必要です)