












0102030405
6KW और 12KW पर कार्बन स्टील और स्टेनलेस स्टील प्लेटों को काटने के लिए प्रसंस्करण पैरामीटर कैसे सेट करें?
2024-04-30 13:46:32
6000W से अधिक की शक्ति वाले उपकरण का उपयोग करते समय, 25 मिमी से अधिक की कार्बन स्टील की मोटी प्लेटों को काटना, अपेक्षाकृत जटिल छोटे छेद और अन्य पैटर्न को काटना, स्थिर उत्पादन प्राप्त करने के लिए उच्च फोकस और पूर्ण शक्ति की आवश्यकता होती है।
कटिंग पैरामीटर विशेषताएँ:
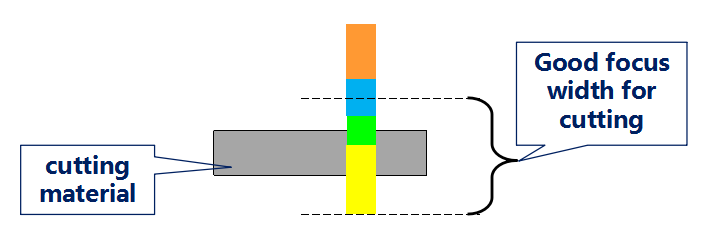
1. फोकस उच्चतम होने पर काटने वाला सिर गर्म नहीं होता है।
2. कार्बन स्टील को 25 मिमी से ऊपर काटना
3. काटने के लिए तेज़ नोजल 1.6-1.8 या साधारण 2.0 डबल-लेयर नोजल का उपयोग करें
4. काटने की गति धीमी है और इसमें सुधार नहीं किया जा सकता।
5. हवा का दबाव 0.7-1.0बार पर सेट है, और नोजल की ऊंचाई 0.8-1.0बार है।
कार्बन स्टील और स्टेनलेस स्टील को काटते समय, यदि चिंगारी केंद्रित है और आसपास कोई बिखरी हुई या झुकी हुई चिंगारी नहीं है, तो कटे हुए हिस्से की गुणवत्ता उत्कृष्ट है। यदि दो प्रकार की चिंगारी दिखाई देती है, तो इसका मतलब है कि काटने के मापदंडों में कोई समस्या है और इसे समायोजित करने की आवश्यकता है। यदि काटने वाले स्टेनलेस स्टील के चारों ओर हल्की पीली और लाल रंग की चिंगारी है, तो इसका मतलब है कि फोकस बहुत कम है और प्लाज्मा के उत्पादन के साथ, काटने की सतह खराब रूप से नष्ट हो गई है।

स्टेनलेस स्टील सामग्री का काटने का प्रभाव:

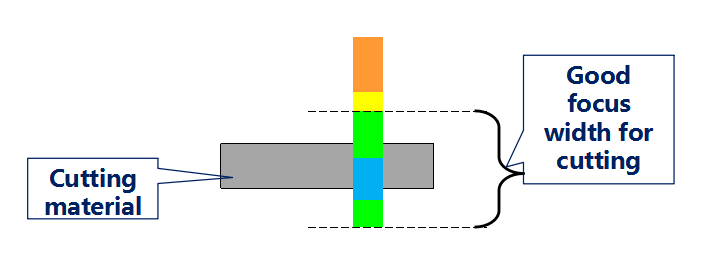
निचले क्षेत्र में सफेद रोशनी है जिसे काटा नहीं गया है और फोकस नीचे की ओर चला जाता है।
निचले क्षेत्र में कठोर स्लैग होता है, और फोकस नीचे की ओर बढ़ता है
निचली सतह पर एक काला बॉर्डर चिह्न है, जो उच्च शक्ति या धीमी गति का संकेत देता है।
निचली सतह पर दानेदार मुलायम स्लैग, गति बढ़ाएं या वायुदाब कम करें
35 मिमी स्टेनलेस स्टील डिबगिंग - बुनियादी पैरामीटर
| मोटाई (मिमी) | पावर(डब्ल्यू) | गति(एम/मिनट) | फोकस(मिमी) | नोजल(मिमी) |
| 35 मिमी | 12000 | 0.2 | 8 | नंबर 3 |
| नोजल की ऊंचाई | दबाव(डब्ल्यू) | आवृत्ति(HZ) | कार्य औसत% | - |
| 0.5 | 18बार | 200 | 55 | - |
एकल नोजल प्रकार

आवृत्ति और कर्तव्य अनुपात
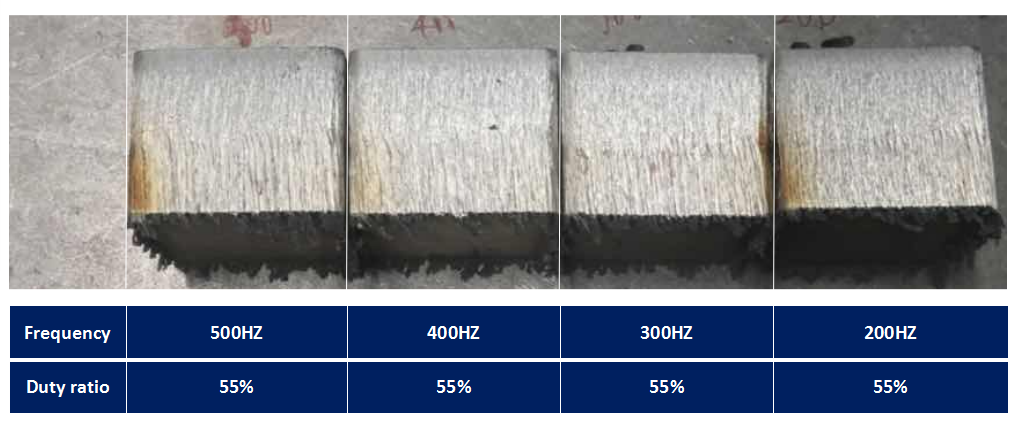
| शक्ति | हर्ट्ज | कर्तव्य% | एकल नाड़ी शक्ति | एकल नाड़ी बार | पल्स स्टॉप टाइम (एमएस) |
| 12 किलोवाट | 500 | 55 | 13.2 | 500 | 0.9 |
| 12 किलोवाट | 400 | 55 | 16.5 | 400 | 1.125 |
| 12 किलोवाट | 300 | 55 | बाईस | 300 | 1.5 |
| 12 किलोवाट | 200 | 55 | 44 | 200 | 2.25 |
चित्र 1: कटिंग तुलना, अन्य पैरामीटर अपरिवर्तित रहते हैं, आवृत्ति बदलते हैं, 500 ~ 200 आवृत्ति, कटिंग अनुभाग प्रभाव धीरे-धीरे परतों में सुधार होता है। जब आवृत्ति 100 पर सेट की जाती है, तो काटने वाली विरोधी नीली रोशनी, कर्तव्य चक्र अपरिवर्तित रहता है, आवृत्ति छोटी हो जाती है और अनुभाग में धीरे-धीरे सुधार होता है। , अलग-अलग लेज़रों में अंतर होता है, और प्रवृत्ति सुसंगत होती है।
अनुभाग की गुणवत्ता सुनिश्चित करने के लिए, ऊपर दी गई तालिका के मानों के अनुसार, सामान्य फोकस कटिंग का सिद्धांत गति वृद्धि को सीमित करता है। शक्ति और गति दोहरीकरण संबंध में नहीं हैं, और वास्तविक गति मूल रूप से वही है।
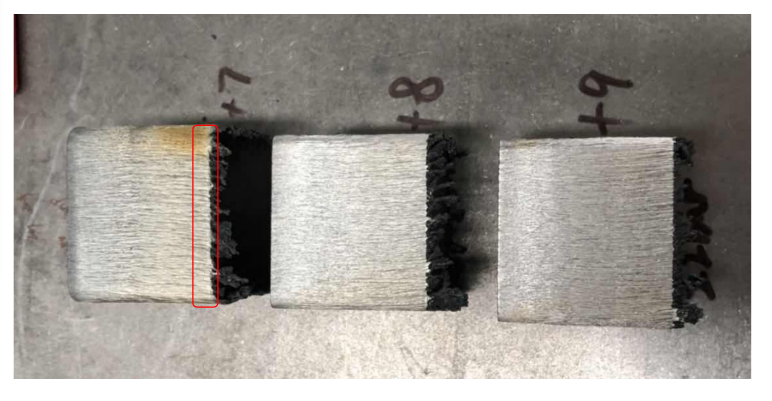
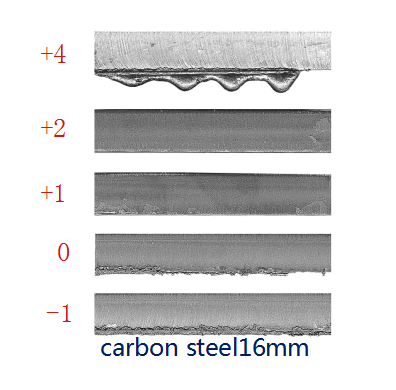
फ़ोकस परिवर्तनों से प्रभावित होकर, फ़ोकस +7 निचले भाग में विच्छेदित प्रतीत होता है। जैसे-जैसे फोकस बढ़ता है, निचली सतह पर बिना कटे निशान कम हो जाते हैं और प्रदूषण कम हो जाता है। फोकल चौड़ाई लगभग 2 मिमी है। बढ़ना जारी रखें. फोकस +10 नीली रोशनी को प्रतिबिंबित करता है। फोकस के ऑफसेट के माध्यम से, सर्वश्रेष्ठ फेस फोकस स्थिति का पता लगाएं।
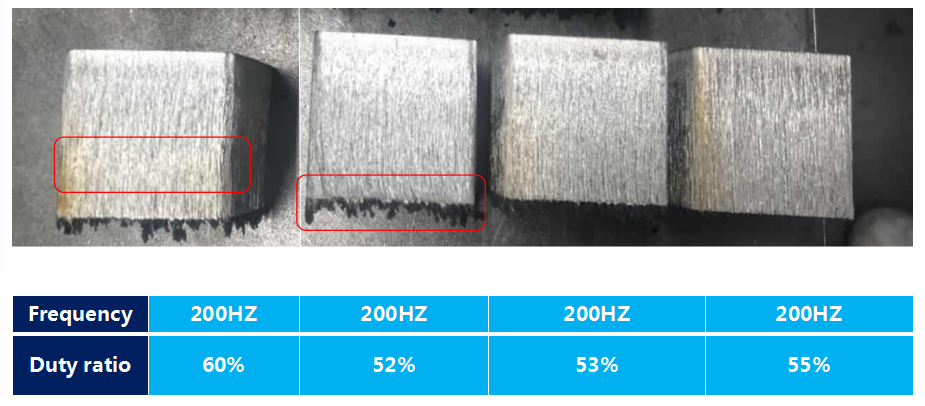
कर्तव्य चक्र में परिवर्तन से प्रभावित, 53% महत्वपूर्ण मूल्य है। यदि कर्तव्य चक्र को और कम कर दिया जाए, तो सतह पर बिना कटे निशान दिखाई देंगे। जैसे-जैसे कर्तव्य चक्र धीरे-धीरे बढ़ता है, प्रदूषण अधिक स्पष्ट हो जाएगा और क्रॉस-सेक्शन बदतर हो जाएगा।