












फाइबर लेजर वेल्डिंग मशीन के बारे में अक्सर पूछे जाने वाले प्रश्न
प्रश्न 1: वेल्डिंग गन के तांबे के नोजल को जलाना हमेशा आसान होता है
कारण विश्लेषण:
वेल्डिंग प्रक्रिया के दौरान, गर्मी तांबे के नोजल में फैल जाती है और क्षति का कारण बनती है। प्रसंस्करण प्रक्रिया को पहले ताप स्रोत, लेंस दृष्टिवैषम्य, लाल प्रकाश ध्रुवीकरण या बाहरी सामग्री ताप चालन का विश्लेषण करना चाहिए।
समाधान:
प्रसंस्करण से पहले निम्नलिखित तीन पहलुओं को सुनिश्चित किया जाना चाहिए:
① लाल प्रकाश केन्द्रित है (ध्रुवीकरण के कारण प्रकाश नोजल से टकराएगा)
② उपयुक्त स्कैनिंग चौड़ाई (आम तौर पर 5 के भीतर, आमतौर पर 3 पर सेट)
③ फोकस 0 फोकस (अंशांकन ट्यूब 0 हो सकता है)
1. सबसे पहले, यह देखने के लिए कि तांबे का नोजल गर्म है या नहीं, लंबी दूरी से जमीन पर प्रकाश भेजें। यदि यह गर्म नहीं है, तो इसका मतलब है कि लेंस में कोई समस्या नहीं है और कोई दृष्टिवैषम्य नहीं है। यदि यह गर्म है, तो क्षतिग्रस्त लेंस को बदलने की आवश्यकता है।
2. यदि उपरोक्त सामान्य परिस्थितियों में वेल्डिंग गर्म है, तो इसका मतलब है कि वेल्डिंग के दौरान सामग्री गर्मी का संचालन कर रही है। वास्तविक उपयोग में, बाहरी कोने का तांबे का नोजल भीतरी कोने की तुलना में अधिक आसानी से क्षतिग्रस्त होता है, और तांबे के नोजल का उपयोग किया जा सकता है।
3. वेल्डिंग तकनीक हीटिंग को भी प्रभावित करती है। वेल्डिंग हेड और सामग्री को 45°∠ पर वेल्ड करने का प्रयास करें।
4. एल्युमीनियम प्लेट जैसी अत्यधिक परावर्तक सामग्री भी तांबे के नोजल को गर्म कर देगी, जो अनियंत्रित है।
प्रश्न 2: वेल्डिंग गन हेड में सुरक्षात्मक लेंस अक्सर जल जाता है
लक्षण:
सुरक्षात्मक दर्पण क्षतिग्रस्त हो जाता है और थोड़े समय में जले हुए बिंदु दिखाई देने लगते हैं। सुरक्षात्मक दर्पण की प्रकाश उत्सर्जक सतह पर बिंदु के आकार के क्षतिग्रस्त बिंदु होते हैं, जो सफेद रंग में काले या काले धब्बे दिखाते हैं।
कारण विश्लेषण:
प्रक्रिया/तकनीक/सेटिंग के प्रभाव के कारण, क्षति एंटी-स्लैग के कारण होती है, और दुर्लभ मामलों में, लेजर प्रकाश असामान्य होता है।
समाधान
① हवा का दबाव उचित रूप से बढ़ाएं। सामान्य परिस्थितियों में, प्रवाह दर 15 से कम नहीं है, दबाव 4 से कम नहीं है, और कम से कम 2 किलो के ऑक्सीजन दबाव गेज का उपयोग करने की सिफारिश की जाती है
② वेल्डिंग करते समय, वेल्डिंग गन और प्लेट को 45° पर वेल्ड करने का प्रयास करें, ऊर्ध्वाधर नहीं
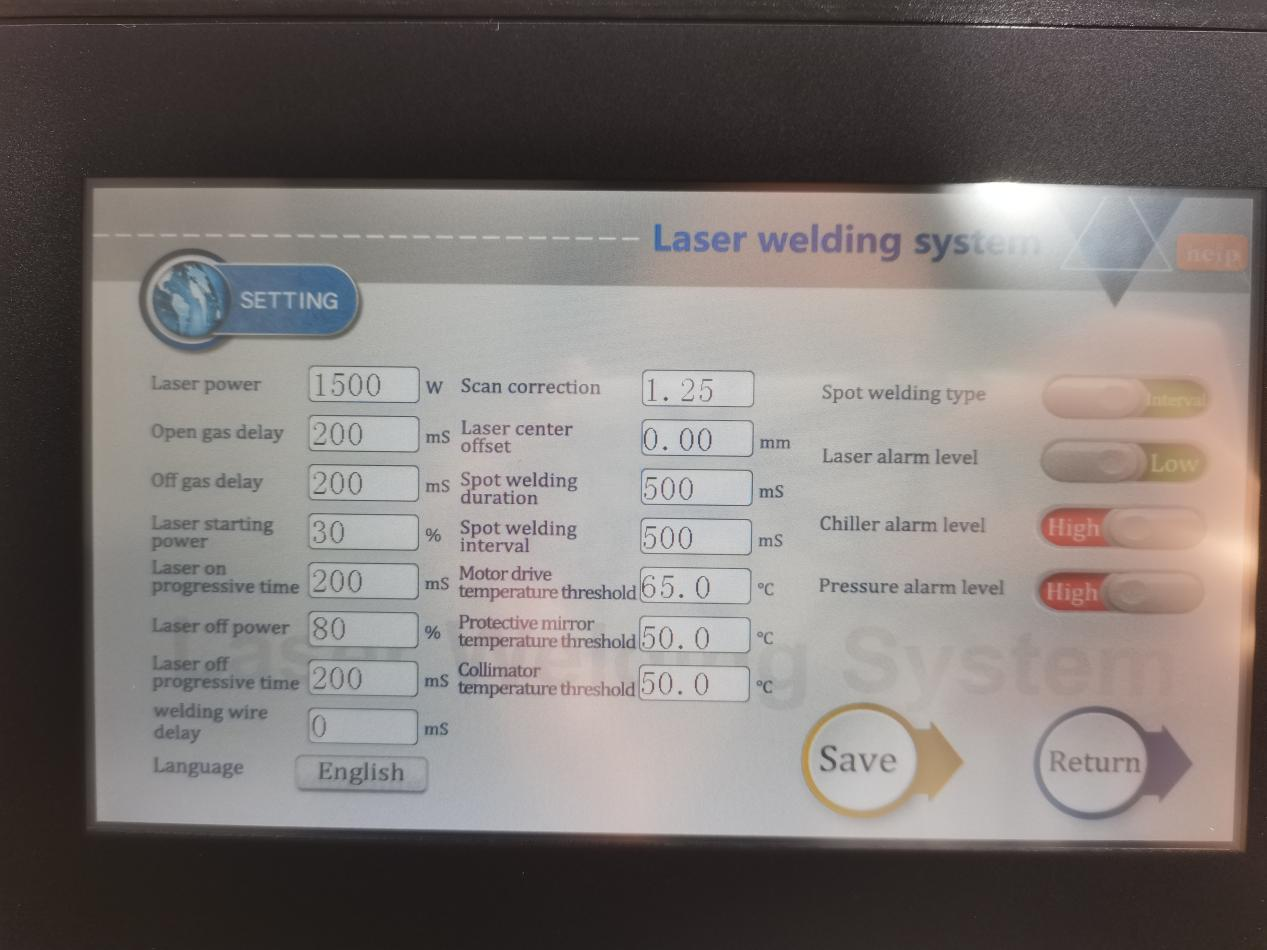
③ जितना संभव हो धीमी वृद्धि और गिरावट देने के लिए पैरामीटर सेट करें, जैसे 200-500 एमएस ऑन/ऑफ गैस विलंब, 20% ऑन/ऑफ लाइट पावर, और 200-300 एमएस ऑन/ऑफ लाइट प्रोग्रेसिव समय। जैसा कि चित्र में दिखाया गया है, इसे 0 पर सेट नहीं किया जा सकता
④ एल्यूमीनियम और गैल्वनाइज्ड प्लेटों को वेल्डिंग करते समय, इस सामग्री से अन्य सामग्रियों की तुलना में लेंस को नुकसान होने की अधिक संभावना होती है, और वेल्डिंग के लिए न्यूनतम शक्ति का उपयोग किया जाना चाहिए।
⑤सुरक्षात्मक लेंस की गुणवत्ता भी उसके स्थायित्व को निर्धारित करती है। मूल लेंस का उपयोग करने की अनुशंसा की जाती है।
⑥उच्च शक्ति पर, कम शक्ति की तुलना में लेंस का नुकसान बढ़ जाएगा, जो एक अनियंत्रित सीमा है।
⑦जब उपरोक्त को नियंत्रित नहीं किया जा सकता है, तो आप छींटों को कम करने के लिए F200 फ़ोकसिंग लेंस + विस्तारित वाइड स्केल ट्यूब को बदल सकते हैं (अतिरिक्त खरीद आवश्यक है)