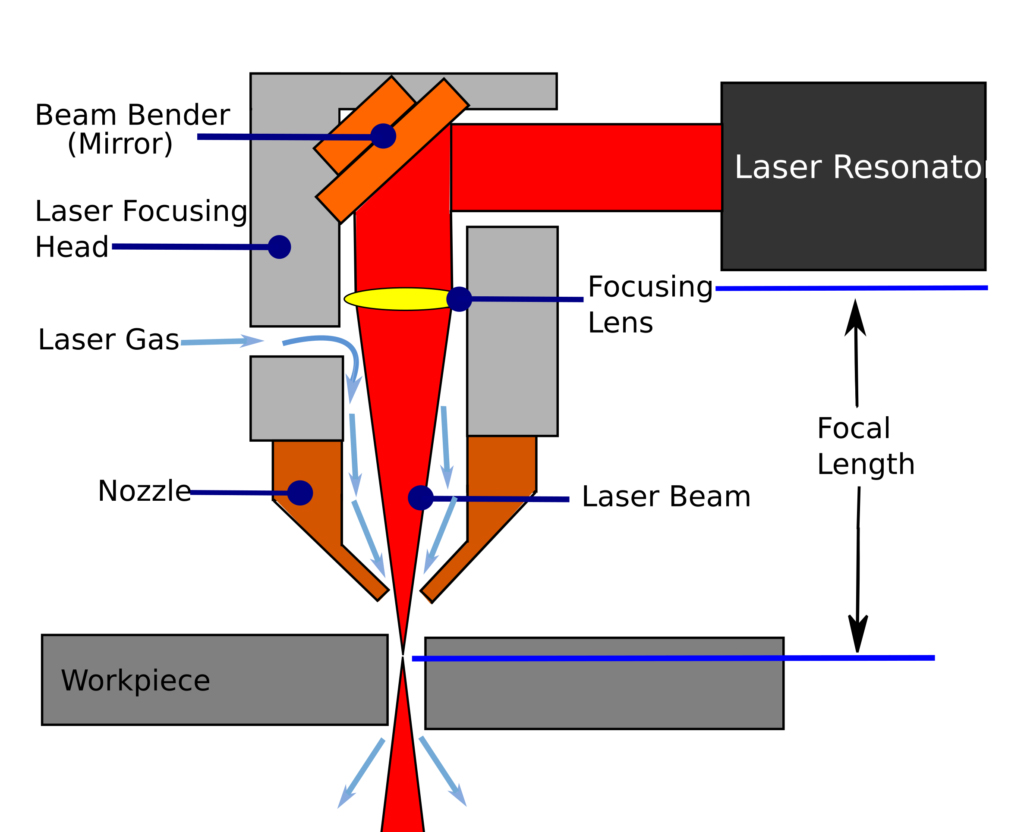
Le schéma simple de la découpe laser est présenté dans la figure ci-dessous. Pendant le processus, du gaz auxiliaire doit être utilisé pour souffler les scories dans le joint de coupe, refroidir la surface de l'objet traité pour réduire la zone chauffée, ainsi que refroidir et protéger la lentille de la tête laser. Les gaz auxiliaires comprennent généralement l'oxygène, l'azote, l'air comprimé, etc., qui affectent directement les performances de coupe, la vitesse de coupe, l'épaisseur de coupe, etc. Différents gaz auxiliaires doivent être utilisés en fonction des différences entre les matériaux de coupe.
1. L'oxygène comme gaz auxiliaire

L'oxygène est souvent utilisé pour couper des matériaux en acier au carbone plus épais. Étant donné que la chaleur de la réaction chimique avec les éléments en fer favorisera la fusion endothermique du métal, elle peut grandement améliorer l’efficacité de la coupe. Cependant, l'oxygène amènera le matériau à couper à produire un film d'oxyde évident sur la surface d'extrémité de la coupe, et produira également un effet de trempe sur le matériau autour de la surface de coupe, augmentant la dureté de cette partie du matériau, ce qui aura un certain impact sur le traitement ultérieur. L’extrémité coupée des matériaux coupés à l’oxygène devient noire ou jaune foncé. Généralement, les tôles d'acier au carbone sont découpées à l'aide d'oxygène, de perçage à basse pression et de découpe à basse pression. L'oxygène est généralement vaporisé à partir de l'oxygène liquide fourni par les usines de séparation de l'air. La qualité de la source de gaz est donc propre et aucun traitement spécial n'est requis.
2. L'azote comme gaz auxiliaire

Lorsque l'azote est utilisé comme gaz auxiliaire pour la coupe, il forme une atmosphère protectrice autour du métal en fusion pour empêcher l'oxydation du matériau, éviter la formation de films d'oxyde et permettre une coupe du matériau sans oxydation. Cependant, la capacité de coupe n'est pas aussi bonne que celle de l'oxygène, la consommation d'azote de la coupe à l'azote est plus importante et le coût de coupe est plus élevé. La surface de coupe non oxydée présente les caractéristiques de soudage direct, de peinture, de forte résistance à la corrosion, etc., et la surface d'extrémité coupée est blanche. L'azote gazeux est généralement utilisé pour couper l'acier inoxydable, les tôles galvanisées, l'aluminium et les alliages d'aluminium, le laiton et d'autres matériaux, en utilisant une basse pression pour percer et une haute pression pour couper. Lors de la découpe à l'azote, les changements de débit de gaz ont un impact important sur la découpe. Tout en garantissant la pression du gaz de coupe, un débit de gaz suffisant doit être assuré. L'azote est généralement vaporisé à partir de l'azote liquide fourni par les usines de séparation de l'air, de sorte que la qualité de la source de gaz est propre et qu'aucun traitement spécial n'est requis.
3. L'air comprimé comme gaz auxiliaire

L'air comprimé est plus facile à obtenir que l'oxygène et l'azote et est très bon marché. L'air contient environ 20 % d'oxygène et environ 78 % d'azote. L'efficacité de coupe est bien inférieure à celle de la coupe à l'oxygène, mais la capacité de coupe est proche de celle de l'azote. L'efficacité de coupe à l'air est légèrement supérieure à celle de la coupe à l'azote. En raison de la présence d'oxygène, la surface de l'extrémité coupée devient jaune. Lorsqu'il n'y a pas d'exigences strictes concernant la couleur de la surface de l'incision du matériau, l'utilisation de l'air comprimé au lieu de la découpe à l'azote constitue le choix le plus économique et le plus pratique. Il est généralement utilisé pour couper des pièces en tôle, des plaques d'aluminium, des matériaux en tôle non métalliques et galvanisés. Dans une certaine mesure, cela peut réduire l’oxydation. Membrane et économique, c’est l’une des sources de gaz de coupe de plus en plus utilisées.
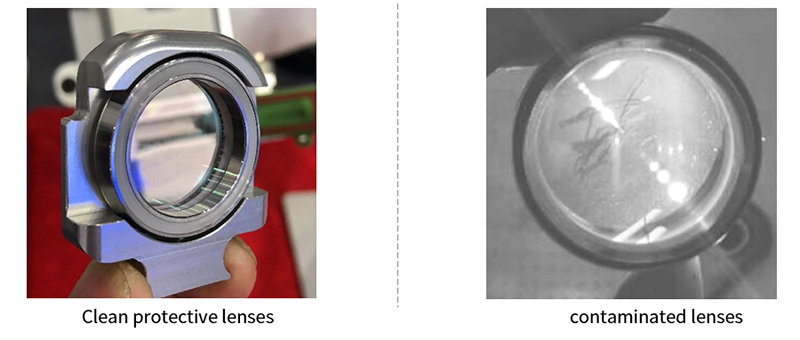
L'air comprimé peut être obtenu directement à partir d'un compresseur d'air, mais l'air lui-même n'est pas propre. L'air comprimé contient une grande quantité d'eau, d'huile, de particules et d'autres polluants. Si l'air comprimé est impur, une haute pression sera pulvérisée sur le miroir de protection de la tête de découpe laser. , contaminera la lentille de protection (comme indiqué sur l'image), affectera sérieusement la transmission du faisceau laser, dispersera la mise au point, empêchera le produit de couper, aura facilement des bavures (comme indiqué sur l'image) et le la surface de coupe est rugueuse (comme le montre l'image) et produit même des déchets. S'il s'agit d'une machine de découpe laser de haute puissance, tant qu'il y a un très fin film d'huile ou un brouillard d'eau sur le miroir de protection ou la surface de la buse, l'émission laser à haute énergie peut brûler la tête laser.

Par conséquent, un air comprimé propre, continu et stable, est nécessaire pour garantir l'effet de coupe et protéger la machine de découpe laser contre les dommages. À l'heure actuelle, l'indicateur selon lequel les applications de gaz dans cette industrie peuvent répondre aux exigences (classées selon la norme ISO 8573-1-2010) est que le point de rosée sous pression n'est pas inférieur au niveau 5 (3 ~ 7 ℃) (en général, le les conditions où la température est la plus élevée toute l'année doivent être prises en compte. De plus, dans les zones nordiques où la température est inférieure à zéro, si la canalisation est à l'extérieur ou est longue, l'impact de la température sur l'air comprimé doit être pris en compte). la teneur en particules n'est pas inférieure au niveau 2 et la teneur totale en huile n'est pas inférieure au niveau 2 (












