












0102030405
Comment définir les paramètres de traitement pour la découpe de plaques d'acier au carbone et d'acier inoxydable à 6 KW et 12 KW ?
2024-04-30 13:46:32
Lors de l'utilisation d'un équipement d'une puissance supérieure à 6 000 W, la découpe de plaques épaisses d'acier au carbone de plus de 25 mm, la découpe de petits trous relativement complexes et d'autres motifs, une concentration élevée et une pleine puissance sont nécessaires pour obtenir une production stable.
Caractéristiques des paramètres de coupe :
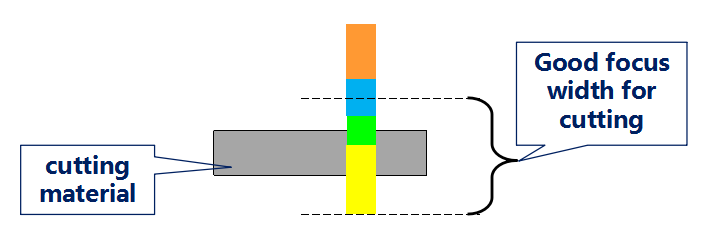
1. La tête de coupe ne chauffe pas lorsque la mise au point est la plus élevée.
2. Couper l'acier au carbone au-dessus de 25 mm
3. Utilisez une buse rapide 1,6-1,8 ou une buse double couche ordinaire 2,0 pour couper
4. La vitesse de coupe est lente et ne peut pas être améliorée.
5. La pression de l'air est réglée sur 0,7 à 1,0 bar et la hauteur de la buse est de 0,8 à 1,0 bar.
Lors de la coupe de l'acier au carbone et de l'acier inoxydable, si les étincelles sont concentrées et qu'il n'y a pas d'étincelles dispersées ou inclinées, la qualité de la section coupée est excellente. Si deux types d’étincelles apparaissent, cela signifie qu’il y a un problème avec les paramètres de coupe et qu’il faut les ajuster. S'il y a de légères étincelles jaunâtres et rougeâtres autour de l'acier inoxydable de coupe, cela signifie que la focalisation est trop faible et qu'avec la génération de plasma, la surface de coupe est mal délaminée.

Effet de coupe du matériau en acier inoxydable :

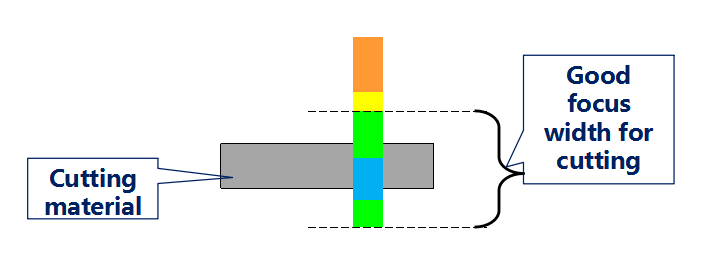
Il y a une lumière blanche dans la zone inférieure qui n'a pas été traversée et la mise au point se déplace vers le bas.
Il y a des scories dures dans la zone inférieure et la mise au point se déplace vers le bas
Il y a une bordure noire sur la surface inférieure, indiquant une puissance élevée ou une vitesse lente.
Scories molles granulaires sur la surface inférieure, augmentent la vitesse ou réduisent la pression de l'air
Débogage en acier inoxydable de 35 mm - paramètres de base
| Épaisseur (mm) | Puissance (w) | Vitesse (m/min) | Mise au point (mm) | Buse (mm) |
| 35mm | 12000 | 0,2 | 8 | N ° 3 |
| Hauteur de la buse | Pression (w) | Fréquence (HZ) | Rapport de service% | - |
| 0,5 | 18 bars | 200 | 55 | - |
Type de buse unique

Fréquence et rapport cyclique
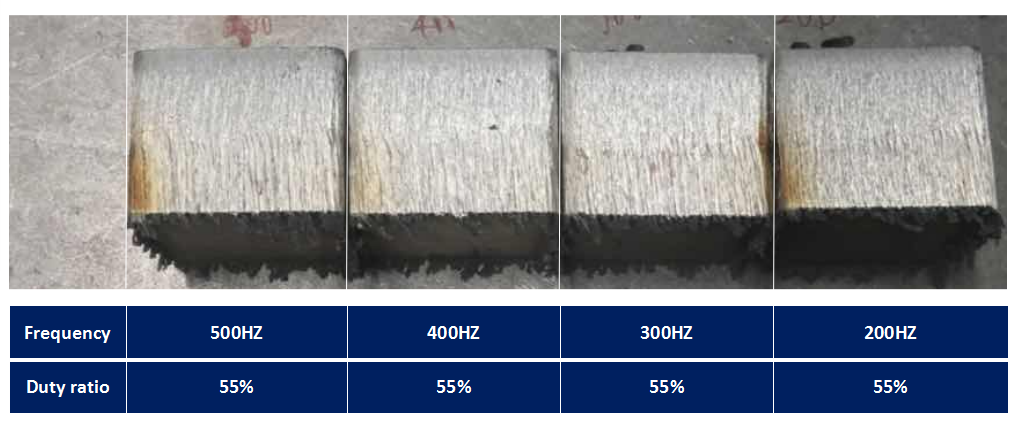
| POUVOIR | Hz | DEVOIR% | puissance d'impulsion unique | temps d'impulsion unique | temps d'arrêt du pouls (ms) |
| 12KW | 500 | 55 | 13.2 | 500 | 0,9 |
| 12KW | 400 | 55 | 16,5 | 400 | 1,125 |
| 12KW | 300 | 55 | vingt-deux | 300 | 1,5 |
| 12KW | 200 | 55 | 44 | 200 | 2.25 |
Figure 1 : Comparaison de coupe, les autres paramètres restent inchangés, changez la fréquence, fréquence 500 ~ 200, l'effet de section de coupe est progressivement amélioré en couches. Lorsque la fréquence est réglée sur 100, la lumière anti-bleue est coupée, le rapport cyclique reste inchangé, la fréquence devient plus petite et la section s'améliore progressivement. , les lasers individuels présentent des différences et la tendance est constante.
Pour garantir la qualité de la coupe, selon les valeurs du tableau ci-dessus, le principe de coupe à foyer normal limite l'augmentation de la vitesse. La puissance et la vitesse ne sont pas dans une relation de doublement et la vitesse réelle est fondamentalement la même.
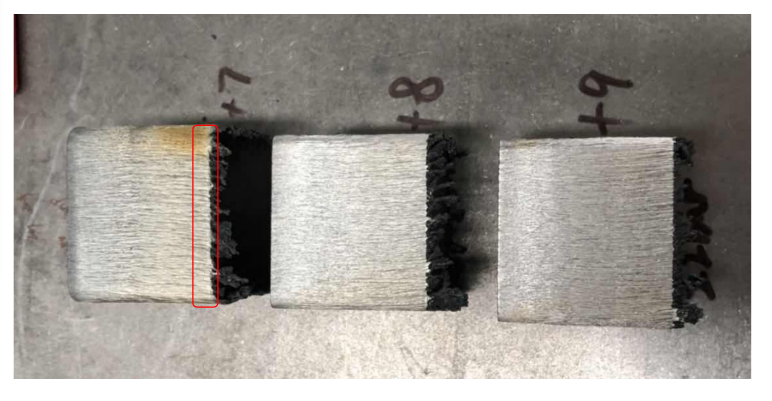
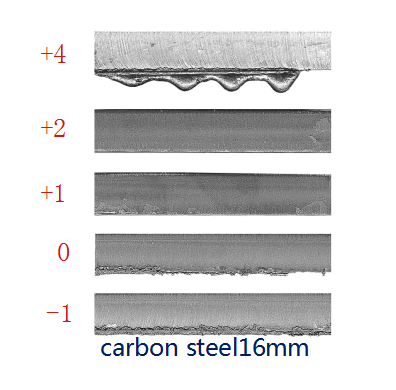
Affecté par les changements de focus, le focus +7 semble être délaminé dans la partie inférieure. À mesure que la mise au point augmente, les traces non coupées sur la surface inférieure diminuent et le délaminage diminue. La largeur focale est d'environ 2 mm. Continuez à monter. Focus +10 reflète la lumière bleue. Grâce au décalage de la mise au point, découvrez la meilleure position de mise au point du visage.
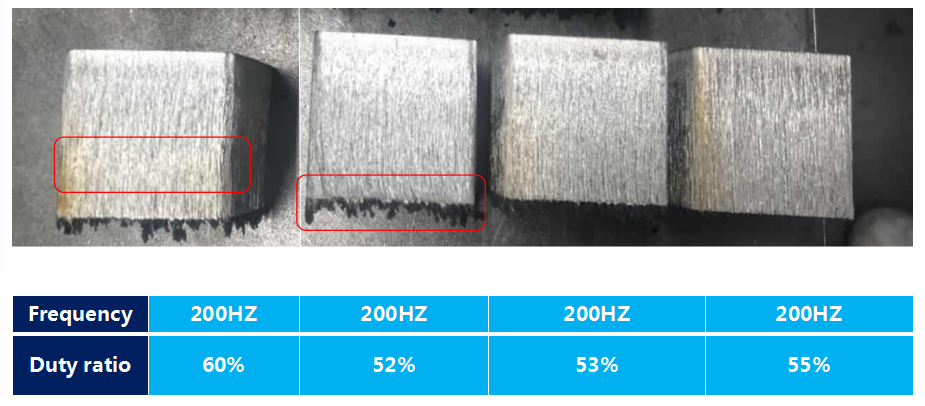
Influencé par les changements du cycle de service, 53 % est la valeur critique. Si le rapport cyclique est encore réduit, des traces non coupées apparaîtront sur la surface. À mesure que le cycle de service augmente lentement, le délaminage deviendra plus évident et la section transversale deviendra pire.