












Questions fréquemment posées sur la machine de soudage laser à fibre
Question 1 : La buse en cuivre du pistolet de soudage est toujours facile à brûler
Analyse des causes :
Pendant le processus de soudage, la chaleur se diffuse vers la buse en cuivre et provoque des dommages. Le processus de traitement doit d'abord analyser la source de chaleur, l'astigmatisme de la lentille, la polarisation de la lumière rouge ou la conduction thermique du matériau externe.
Solution:
Avant le traitement, les trois aspects suivants doivent être assurés :
① La lumière rouge est centrée (la polarisation fera que la lumière frappera la buse)
② Largeur de numérisation appropriée (généralement inférieure à 5, généralement définie sur 3)
③ Mise au point 0 (le tube d'étalonnage peut être 0)
1. Tout d’abord, envoyez de la lumière au sol depuis une longue distance pour voir si la buse en cuivre est chaude. S’il ne fait pas chaud, cela signifie qu’il n’y a aucun problème avec la lentille et qu’il n’y a pas d’astigmatisme. S'il fait chaud, la lentille endommagée doit être remplacée.
2. Si le soudage est chaud dans les conditions normales ci-dessus, cela signifie que le matériau conduit la chaleur pendant le soudage. En utilisation réelle, la buse en cuivre du coin extérieur est plus facilement endommagée que le coin intérieur, et la buse en cuivre peut être utilisée.
3. La technique de soudage affecte également le chauffage. Essayez de souder la tête de soudage et le matériau à 45°∠.
4. Les matériaux hautement réfléchissants tels que les plaques d'aluminium provoqueront également un échauffement de la buse en cuivre, ce qui est incontrôlable.
Question 2 : la lentille de protection dans la tête du pistolet de soudage est souvent grillée
Symptômes:
Le miroir de protection est endommagé et des points de brûlure apparaissent en peu de temps. Il y a des points endommagés en forme de points sur la surface électroluminescente du miroir de protection, montrant des points noirs ou noirs en blanc.
Analyse des causes :
En raison de l'influence du processus/technique/réglage, les dommages sont causés par l'anti-scorie et, dans de rares cas, la lumière laser est anormale.
Solution
① Augmentez la pression de l'air de manière appropriée. Dans des circonstances normales, le débit n'est pas inférieur à 15, la pression n'est pas inférieure à 4 et il est recommandé d'utiliser un manomètre d'oxygène d'au moins 2 kg.
② Lors du soudage, essayez de souder le pistolet de soudage et la plaque à 45°, pas verticalement.
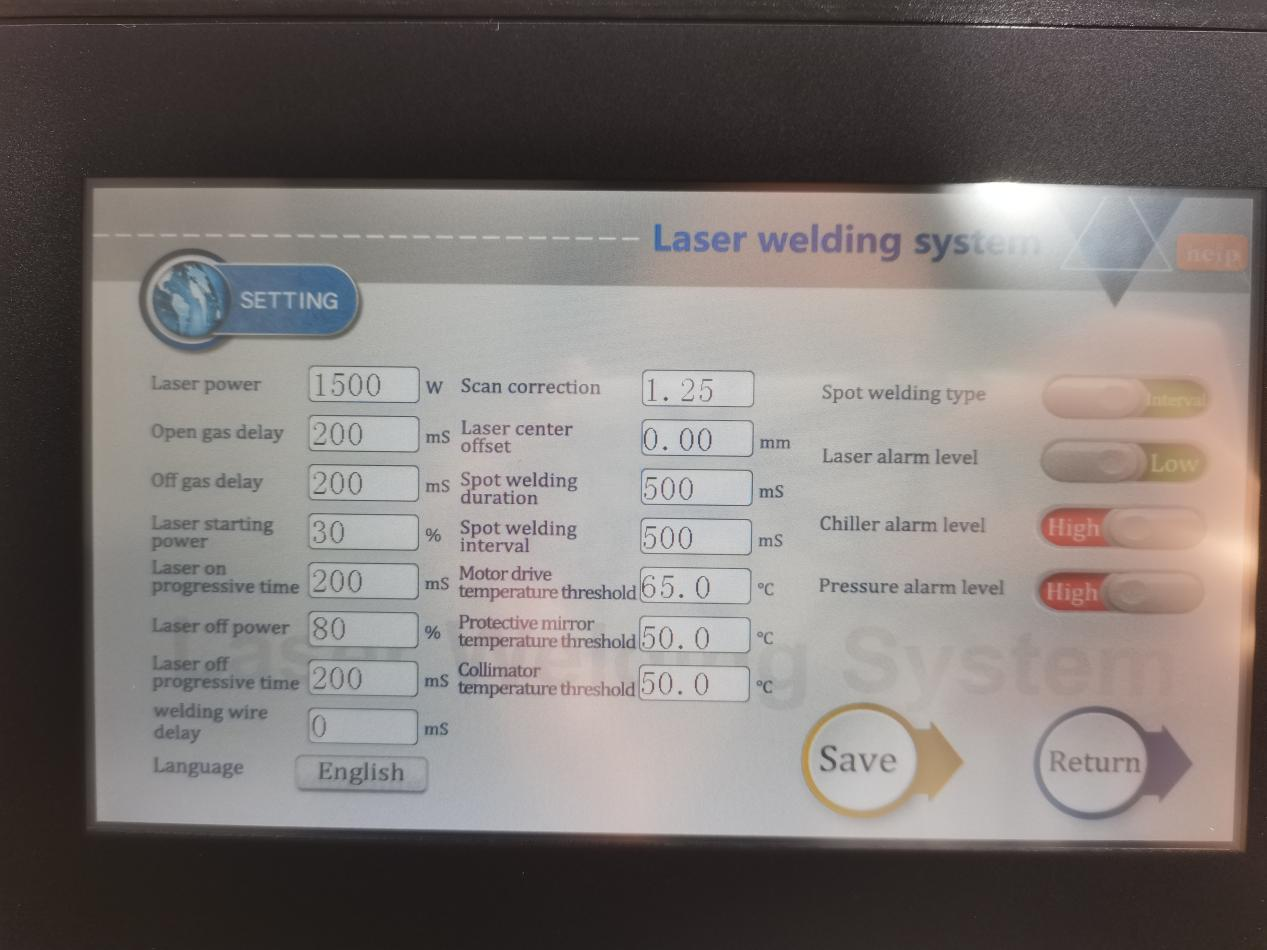
③ Réglez les paramètres pour donner une montée et une descente lentes autant que possible, comme un délai de gaz marche/arrêt de 200 à 500 ms, une puissance lumineuse marche/arrêt de 20 % et un temps progressif de lumière marche/arrêt de 200 à 300 ms. Il ne peut pas être mis à 0 comme indiqué sur la figure
④ Lors du soudage de plaques d'aluminium et de plaques galvanisées, ce matériau est plus susceptible d'endommager la lentille que d'autres matériaux, et la puissance minimale doit être utilisée pour le soudage.
⑤La qualité de la lentille de protection détermine également sa durabilité. Il est recommandé d'utiliser l'objectif d'origine.
⑥À haute puissance, la perte de l'objectif augmentera par rapport à une faible puissance, qui est une plage incontrôlable.
⑦Lorsque ce qui précède ne peut pas être géré, vous pouvez remplacer l'objectif de mise au point F200 + le tube à grande échelle étendu pour réduire les éclaboussures (achat supplémentaire requis)