












0102030405
¿Cómo configurar los parámetros de procesamiento para cortar placas de acero al carbono y acero inoxidable a 6KW y 12KW?
2024-04-30 13:46:32
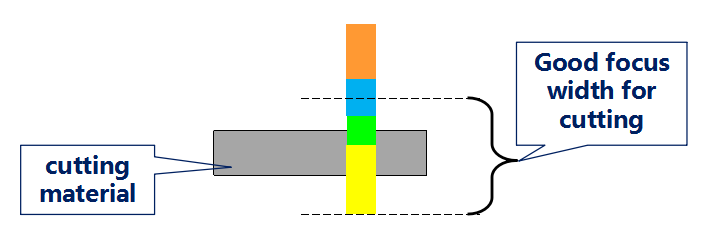
Cuando se utilizan equipos con una potencia de más de 6000 W, se requiere cortar placas gruesas de acero al carbono de más de 25 mm, cortar agujeros pequeños relativamente complejos y otros patrones, un alto enfoque y máxima potencia para lograr una producción estable.
Características de los parámetros de corte:
1. El cabezal de corte no se calienta cuando el enfoque es el más alto.
2. Cortar acero al carbono por encima de 25 mm
3. Utilice una boquilla rápida 1,6-1,8 o una boquilla normal de doble capa 2,0 para cortar
4. La velocidad de corte es lenta y no se puede mejorar.
5. La presión del aire se establece en 0,7-1,0 bar y la altura de la boquilla es 0,8-1,0 bar.
Al cortar acero al carbono y acero inoxidable, si las chispas están concentradas y no hay chispas dispersas o inclinadas alrededor, la calidad de la sección de corte es excelente. Si aparecen dos tipos de chispas, significa que hay un problema con los parámetros de corte y es necesario ajustarlos. Si hay ligeras chispas amarillentas y rojizas alrededor del acero inoxidable de corte, significa que el enfoque es demasiado bajo y con la generación de plasma, la superficie de corte está mal delaminada.

Efecto de corte del material de acero inoxidable:

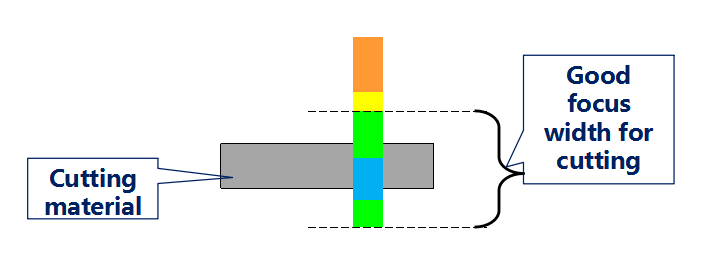
Hay una luz blanca en el área inferior que no ha sido cortada y el foco se mueve hacia abajo.
Hay escoria dura en el área inferior y el foco se mueve hacia abajo.
Hay una marca de borde negro en la superficie inferior, que indica alta potencia o baja velocidad.
Escoria blanda granular en la superficie inferior, aumente la velocidad o reduzca la presión del aire
Depuración de acero inoxidable de 35 mm: parámetros básicos
| Espesor(mm) | Potencia(w) | Velocidad (m/min) | Enfoque (mm) | Boquilla (mm) |
| 35mm | 12000 | 0,2 | 8 | Numero 3 |
| Altura de la boquilla | Presión(w) | Frecuencia (HZ) | Porcentaje de obligaciones% | - |
| 0,5 | 18bar | 200 | 55 | - |
Tipo de boquilla única

Relación de frecuencia y trabajo
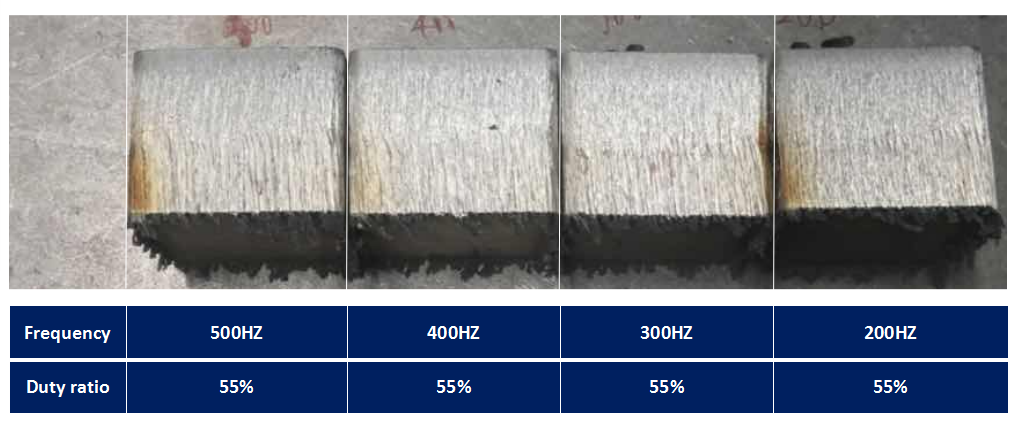
| FUERZA | HZ | DEBER% | potencia de un solo pulso | tiempos de pulso único | tiempo de parada del pulso (ms) |
| 12kW | 500 | 55 | 13.2 | 500 | 0,9 |
| 12kW | 400 | 55 | 16.5 | 400 | 1.125 |
| 12kW | 300 | 55 | Veintidós | 300 | 1.5 |
| 12kW | 200 | 55 | 44 | 200 | 2.25 |
Figura 1: Comparación de corte, otros parámetros permanecen sin cambios, cambia la frecuencia, frecuencia 500 ~ 200, el efecto de la sección de corte mejora gradualmente en capas. Cuando la frecuencia se establece en 100, la luz anti-azul de corte, el ciclo de trabajo permanece sin cambios, la frecuencia se vuelve más pequeña y la sección mejora gradualmente. , los láseres individuales tienen diferencias y la tendencia es constante.
Para garantizar la calidad de la sección, según los valores de la tabla anterior, el principio de corte con enfoque normal limita el aumento de velocidad. La potencia y la velocidad no tienen una relación de duplicación y la velocidad real es básicamente la misma.
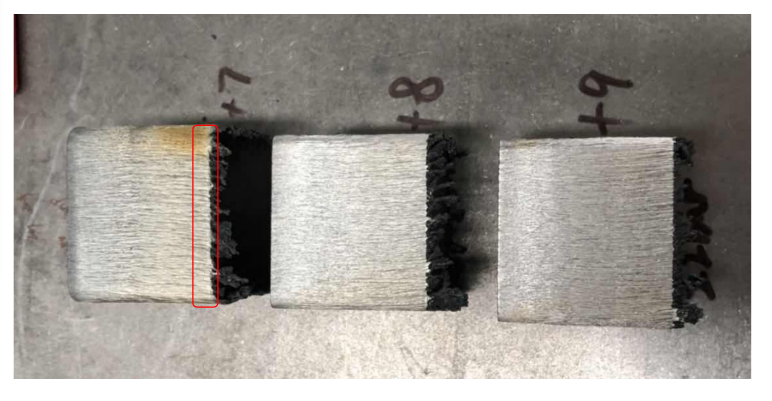
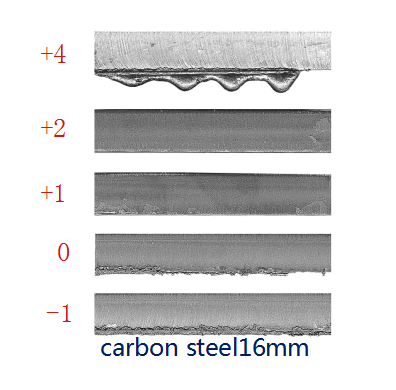
Afectado por los cambios de enfoque, el enfoque +7 parece estar delaminado en la sección inferior. A medida que se eleva el foco, se reducen los rastros sin cortar en la superficie inferior y se reduce la delaminación. El ancho focal es de unos 2 mm. Continúe subiendo. Focus +10 refleja la luz azul. A través del desplazamiento del enfoque, descubra la mejor posición de enfoque del rostro.
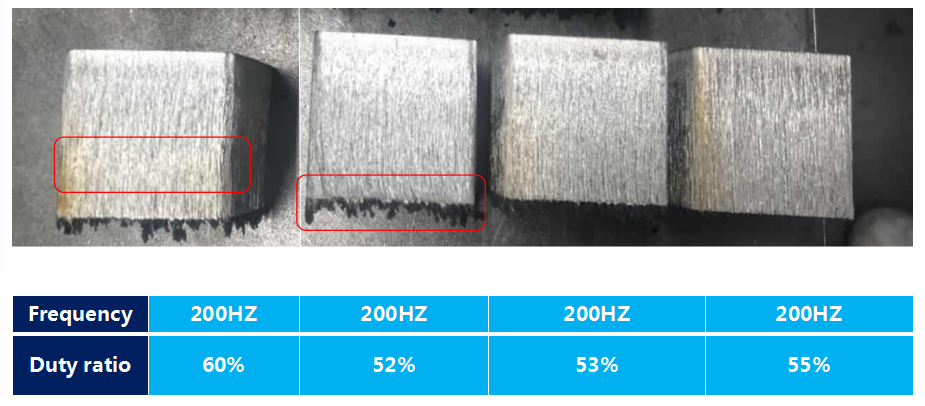
Influenciado por los cambios en el ciclo de trabajo, el 53% es el valor crítico. Si el ciclo de trabajo se reduce aún más, aparecerán rastros sin cortar en la superficie. A medida que el ciclo de trabajo aumenta lentamente, la delaminación se hará más evidente y la sección transversal empeorará.