












0102030405
Wie werden die Bearbeitungsparameter zum Schneiden von Kohlenstoffstahl- und Edelstahlplatten bei 6 kW und 12 kW eingestellt?
30.04.2024 13:46:32
Beim Einsatz von Geräten mit einer Leistung von mehr als 6000 W, beim Schneiden dicker Kohlenstoffstahlplatten von mehr als 25 mm, beim Schneiden relativ komplexer kleiner Löcher und anderer Muster sind hohe Konzentration und volle Leistung erforderlich, um eine stabile Produktion zu erreichen.
Eigenschaften der Schnittparameter:
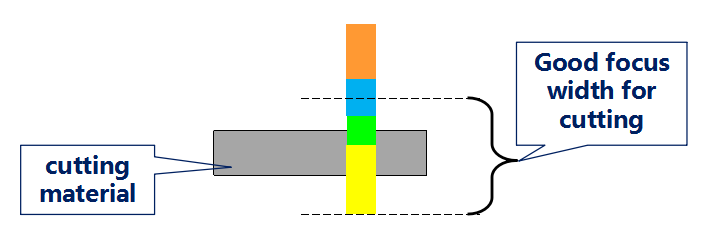
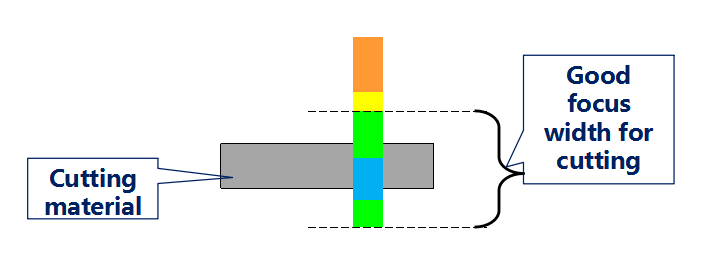
1. Der Schneidkopf wird nicht heiß, wenn der Fokus auf den höchsten Fokus eingestellt ist.
2. Schneiden von Kohlenstoffstahl über 25 mm
3. Verwenden Sie zum Schneiden die Schnelldüse 1,6-1,8 oder die normale Doppelschichtdüse 2,0
4. Die Schnittgeschwindigkeit ist langsam und kann nicht verbessert werden.
5. Der Luftdruck ist auf 0,7–1,0 bar eingestellt und die Düsenhöhe beträgt 0,8–1,0 bar.
Wenn beim Schneiden von Kohlenstoffstahl und Edelstahl die Funken konzentriert sind und keine vereinzelten oder verkippten Funken vorhanden sind, ist die Qualität des Schnittabschnitts ausgezeichnet. Wenn zwei Arten von Funken auftreten, bedeutet dies, dass ein Problem mit den Schnittparametern vorliegt und angepasst werden muss. Wenn sich rund um den zu schneidenden Edelstahl leichte gelbliche und rötliche Funken bilden, bedeutet dies, dass der Fokus zu niedrig ist und die Schnittfläche durch die Plasmaerzeugung schlecht delaminiert ist.

Schneidwirkung von Edelstahlmaterial:

Im unteren Bereich befindet sich weißes Licht, das nicht durchschnitten wurde, und der Fokus wandert nach unten.
Im unteren Bereich liegt harte Schlacke vor und der Schwerpunkt wandert nach unten
Auf der Unterseite befindet sich eine schwarze Randmarkierung, die auf hohe Leistung oder langsame Geschwindigkeit hinweist.
Körnige weiche Schlacke auf der Unterseite, Geschwindigkeit erhöhen oder Luftdruck verringern
Debuggen von 35-mm-Edelstahl - Grundparameter
| Dicke (mm) | Leistung (W) | Geschwindigkeit (m/min) | Fokus (mm) | Düse (mm) |
| 35mm | 12000 | 0,2 | 8 | Nr. 3 |
| Düsenhöhe | Druck(w) | Frequenz (HZ) | Zollsatz % | - |
| 0,5 | 18bar | 200 | 55 | - |
Einzeldüsentyp

Frequenz und Tastverhältnis
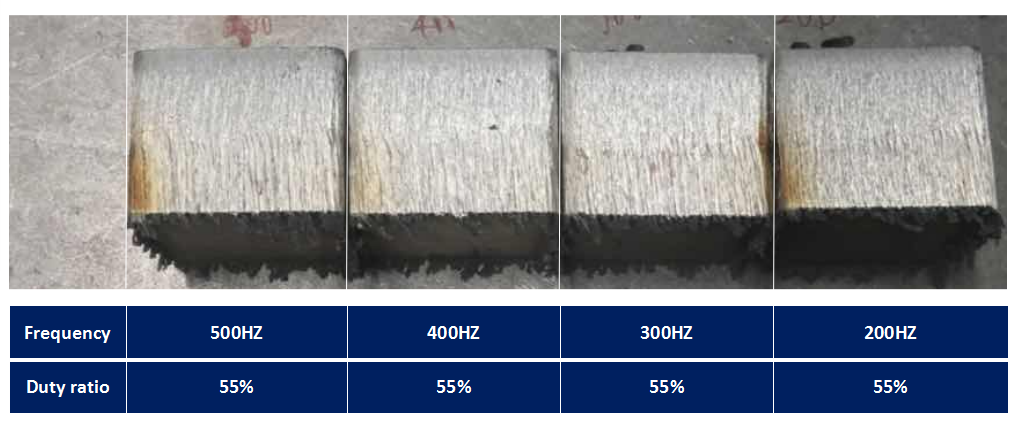
| LEISTUNG | HZ | PFLICHT% | Einzelimpulsleistung | Einzelpulszeiten | Impulsstoppzeit (ms) |
| 12KW | 500 | 55 | 13.2 | 500 | 0,9 |
| 12KW | 400 | 55 | 16.5 | 400 | 1.125 |
| 12KW | 300 | 55 | zweiundzwanzig | 300 | 1.5 |
| 12KW | 200 | 55 | 44 | 200 | 2,25 |
Abbildung 1: Schnittvergleich, andere Parameter bleiben unverändert, ändern Sie die Frequenz, 500 ~ 200 Frequenz, der Schnittabschnittseffekt wird schrittweise in Schichten verbessert. Wenn die Frequenz auf 100 eingestellt ist, das schneidende Anti-Blaulicht, bleibt der Arbeitszyklus unverändert, die Frequenz wird kleiner und der Abschnitt verbessert sich allmählich. , einzelne Laser weisen Unterschiede auf, und der Trend ist konsistent.
Um die Qualität des Schnittes zu gewährleisten, wird gemäß den Werten in der obigen Tabelle durch das Prinzip des normalen Fokusschneidens die Geschwindigkeitserhöhung begrenzt. Leistung und Geschwindigkeit stehen nicht in einem doppelten Verhältnis, und die tatsächliche Geschwindigkeit ist grundsätzlich dieselbe.
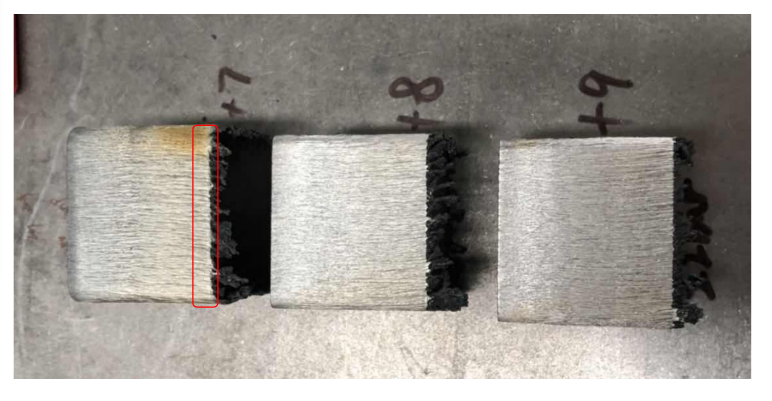
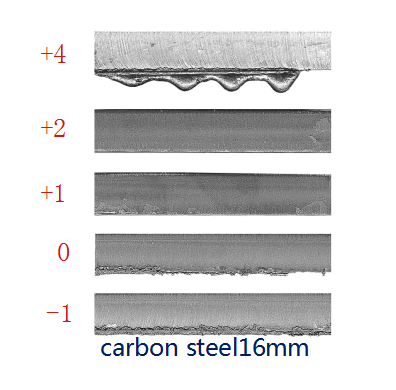
Durch Fokusänderungen scheint Focus +7 im unteren Bereich delaminiert zu sein. Mit steigendem Fokus werden die ungeschnittenen Spuren auf der Unterseite reduziert und die Delaminierung verringert. Die Brennweite beträgt etwa 2 mm. Steige weiter. Fokus +10 reflektiert blaues Licht. Finden Sie anhand des Fokusversatzes die beste Fokusposition für das Gesicht heraus.
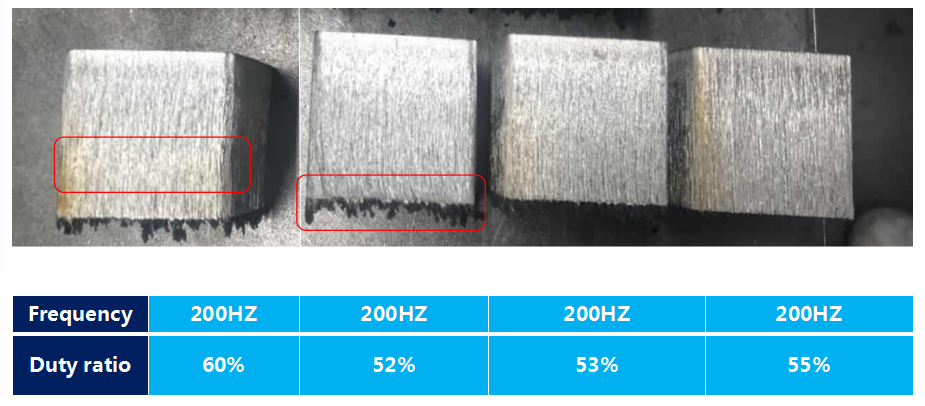
Beeinflusst durch Änderungen im Arbeitszyklus ist 53 % der kritische Wert. Wird die Einschaltdauer weiter reduziert, entstehen ungeschnittene Spuren auf der Oberfläche. Mit zunehmender Einschaltdauer wird die Delamination deutlicher und der Querschnitt schlechter.