












الأسئلة المتداولة حول آلة لحام الألياف بالليزر
السؤال 1: من السهل دائمًا حرق الفوهة النحاسية لمسدس اللحام
تحليل السبب:
أثناء عملية اللحام، تنتشر الحرارة إلى الفوهة النحاسية وتسبب الضرر. يجب أن تقوم عملية المعالجة أولاً بتحليل مصدر الحرارة أو الاستجماتيزم في العدسة أو استقطاب الضوء الأحمر أو توصيل حرارة المواد الخارجية.
حل:
قبل المعالجة يجب التأكد من الجوانب الثلاثة التالية:
① يتمركز الضوء الأحمر (سيؤدي الاستقطاب إلى وصول الضوء إلى الفوهة)
② عرض المسح المناسب (عموما ضمن 5، وعادة ما يتم ضبطه على 3)
③ التركيز 0 التركيز (يمكن أن يكون أنبوب المعايرة 0)
1. أولاً، أرسل الضوء إلى الأرض من مسافة طويلة لمعرفة ما إذا كانت الفوهة النحاسية ساخنة. إذا لم يكن الجو حارا، فهذا يعني أنه لا توجد مشكلة في العدسة ولا يوجد الاستجماتيزم. إذا كان الجو ساخنًا، فيجب استبدال العدسة التالفة.
2. إذا كان اللحام ساخناً في الظروف العادية المذكورة أعلاه، فهذا يعني أن المادة تقوم بتوصيل الحرارة أثناء اللحام. في الاستخدام الفعلي، تتلف فوهة النحاس في الزاوية الخارجية بسهولة أكبر من الزاوية الداخلية، ويمكن استخدام الفوهة النحاسية.
3. تؤثر تقنية اللحام أيضًا على التسخين. حاول لحام رأس اللحام والمادة عند درجة حرارة 45 درجة مئوية.
4. المواد العاكسة للغاية مثل ألواح الألومنيوم سوف تتسبب أيضًا في تسخين الفوهة النحاسية، وهو أمر لا يمكن السيطرة عليه.
السؤال 2: غالبًا ما يتم حرق العدسة الواقية الموجودة في رأس مسدس اللحام
أعراض:
تتضرر المرآة الواقية وتظهر النقاط المحترقة خلال فترة زمنية قصيرة. هناك نقاط تالفة على شكل نقطة على السطح الباعث للضوء للمرآة الواقية، تظهر عليها بقع سوداء أو سوداء باللون الأبيض.
تحليل السبب:
بسبب تأثير العملية/التقنية/الإعداد، يحدث الضرر بسبب مقاومة الخبث، وفي حالات نادرة، يكون ضوء الليزر غير طبيعي.
حل
① زيادة ضغط الهواء بشكل مناسب. في الظروف العادية لا يقل معدل التدفق عن 15 والضغط لا يقل عن 4 وينصح باستخدام مقياس ضغط الأكسجين لا يقل عن 2 كجم
② عند اللحام، حاول لحام مسدس اللحام واللوحة بزاوية 45 درجة، وليس عموديًا
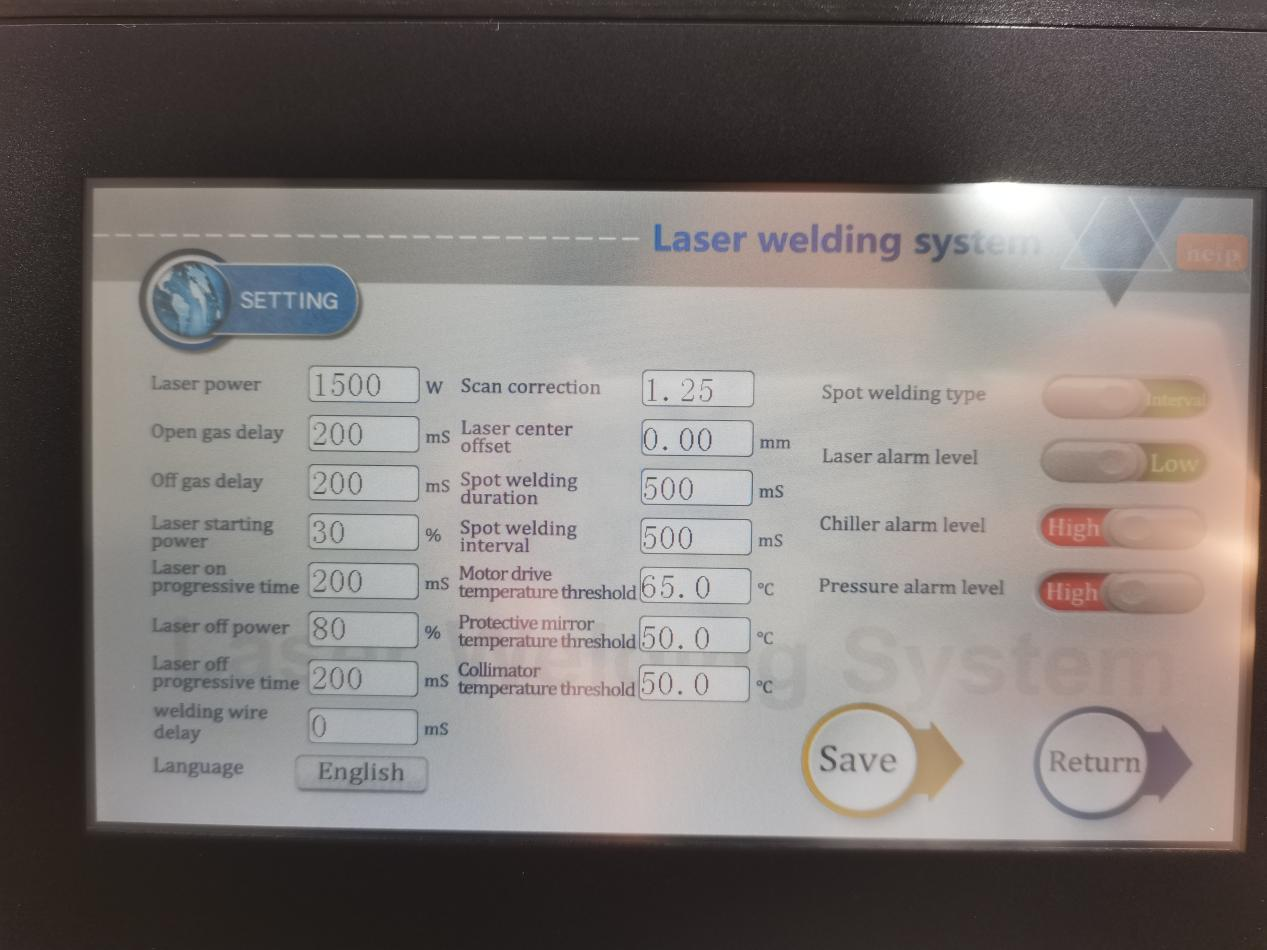
③ قم بتعيين المعلمات لإعطاء ارتفاع وهبوط بطيء قدر الإمكان، مثل تأخير تشغيل/إيقاف الغاز بمقدار 200-500 مللي ثانية، وقوة الإضاءة للتشغيل/إيقاف التشغيل بنسبة 20%، ووقت تشغيل/إيقاف الضوء التدريجي بمقدار 200-300 مللي ثانية. لا يمكن ضبطه على 0 كما هو موضح في الشكل
④ عند لحام الألمنيوم والألواح المجلفنة، من المرجح أن تلحق هذه المادة الضرر بالعدسة أكثر من المواد الأخرى، ويجب استخدام الحد الأدنى من الطاقة للحام.
⑤تحدد جودة العدسة الواقية أيضًا متانتها. يوصى باستخدام العدسة الأصلية.
⑥في حالة الطاقة العالية، سيزداد فقدان العدسة مقارنةً بالطاقة المنخفضة، وهو نطاق لا يمكن التحكم فيه.
⑦عندما لا يمكن التعامل مع ما ورد أعلاه، يمكنك استبدال عدسة التركيز F200 + أنبوب واسع النطاق ممتد لتقليل تناثر السوائل (يلزم شراء إضافي)