



Giới thiệu ngành công nghiệp chế biến rèm tường
Ngành công nghiệp gia công vách ngăn là một ngành quan trọng trong ngành xây dựng, chủ yếu tham gia vào việc gia công, sản xuất và lắp đặt các sản phẩm vách ngăn kiến trúc.
Tường rèm dùng để chỉ phần không chịu lực của bức tường bên ngoài tòa nhà, thường được cấu tạo từ các vật liệu như hợp kim nhôm, kính, đá và các tấm kim loại, được sử dụng để trang trí và cách nhiệt.
Ngành công nghiệp gia công tường rèm bao gồm việc xử lý và sản xuất các vật liệu tường rèm khác nhau, bao gồm cắt, đục lỗ và hàn các cấu hình hợp kim nhôm, cắt và gia công kính, cắt và tạo hình đá và các hoạt động liên quan khác. Trong trường hợp gia công vách rèm kim loại, ngành đòi hỏi phải có chuyên môn về các kỹ thuật gia công khác nhau như gia công CNC, uốn, cắt, đục lỗ, phun phun để đảm bảo độ chính xác và chất lượng của sản phẩm vách rèm.
Những khó khăn của Router CNC truyền thống
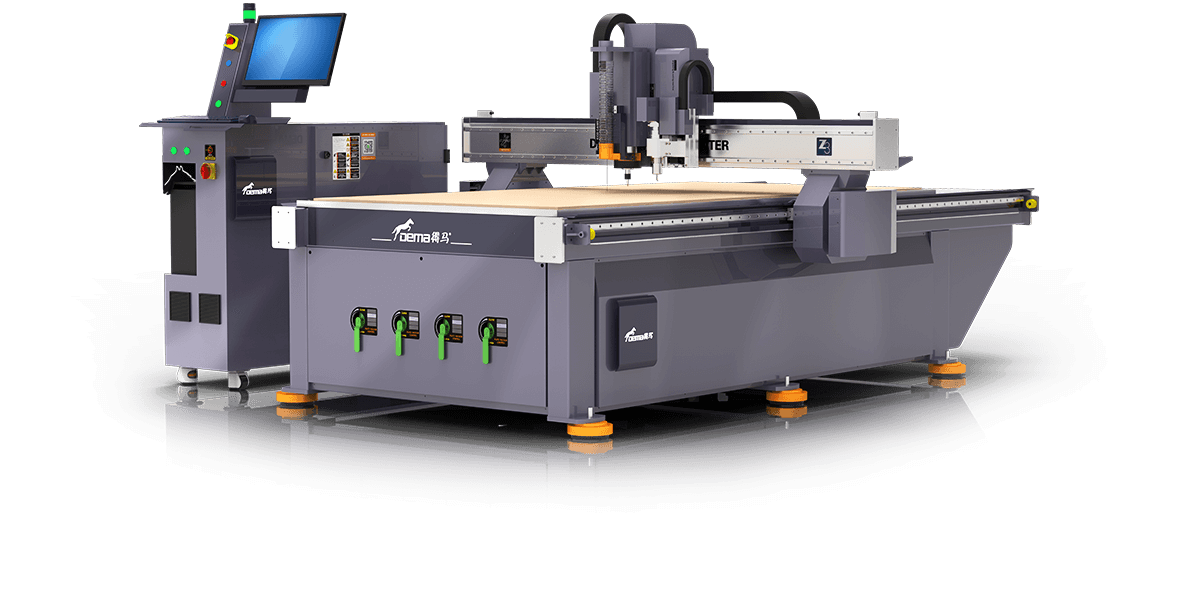
Đối với việc gia công vách ngăn kim loại hợp kim nhôm, hầu hết khách hàng đều sử dụng máy khắc CNC truyền thống để sản xuất và gia công, đối với tấm nhôm bên dưới3mm, nói chung là chọnDụng cụ cắt F4, dễ dàng tạo ra ba vấn đề.
1.Khi đầu cắt của máy khắc CNC gia công nhôm, nó sẽ tiếp xúc trực tiếp với vật liệu kim loại, dụng cụ cắt sẽ sinh ra tổn thất, điều này sẽ tạo ra chi phí tiêu hao cho khách hàng.
2.Trong quá trình cắt, công cụ F4 sẽ cắt vật liệu bên cạnh dẫn đến thất thoát vật liệu.
3. Bởi vì dụng cụ cắt của máy khắc chỉ có thể làm tròn các góc nên khi bức tường rèm kim loại có nhu cầu khoét rỗng hình vuông thì không thể cắt theo góc vuông, điều này hạn chế hiệu quả hoàn thiện của bức tường rèm.
01020304
Kế hoạch giải pháp cho ngành gia công tường rèm

Đối với ngành công nghiệp rèm cửa, chúng tôi khuyên khách hàng nên chọn máy cắt laser sợi quang.
Máy cắt laser tạo ra chùm tia laser có mật độ năng lượng cao xuyên qua chùm tia laser, chùm tia laser tập trung vào bề mặt phôi, mật độ năng lượng cao của chùm tia laser làm cho vật liệu bị nung nóng, nóng chảy hoặc bay hơi cục bộ, để đạt được cắt, khắc hoặc khoan và các mục đích xử lý khác.
Theo nguyên lý làm việc của máy cắt laser, chúng ta có thể hiểu rằng thiết bị laser có thể giải quyết hiệu quả ba vấn đề xử lý của khách hàng.
1. Chùm tia của máy cắt laser không tiếp xúc trực tiếp với vật liệu kim loại, sẽ không xảy ra vấn đề mất dụng cụ, giảm chi phí sử dụng một cách hiệu quả;
2. Chùm tia cắt laser tập trung hơn sau khi lấy nét, khe nhỏ hơn, ít thất thoát và lãng phí vật liệu hơn;
3. Khi cắt các góc nhọn, nó có thể xử lý hiệu quả theo đồ họa cắt để tối đa hóa hiệu quả cắt như mong đợi.


Nhân Chứng Khách Hàng Của Máy Cắt Laser VF6025H
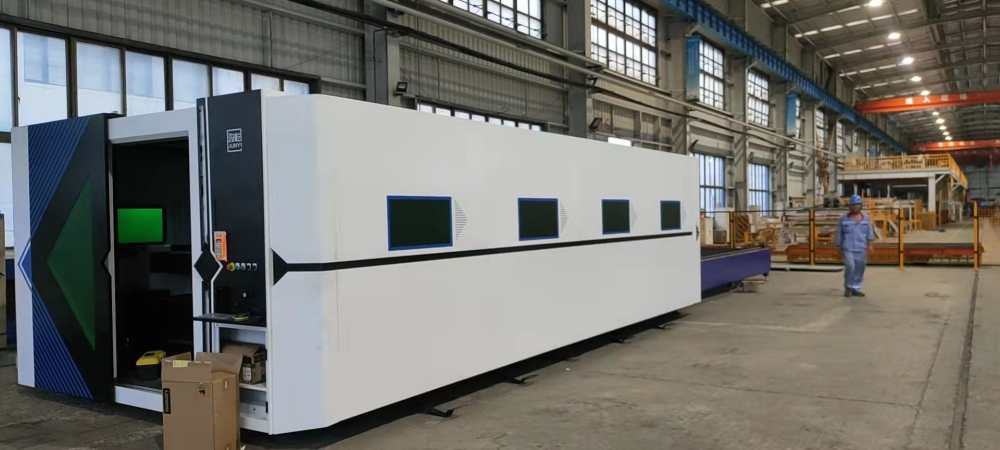
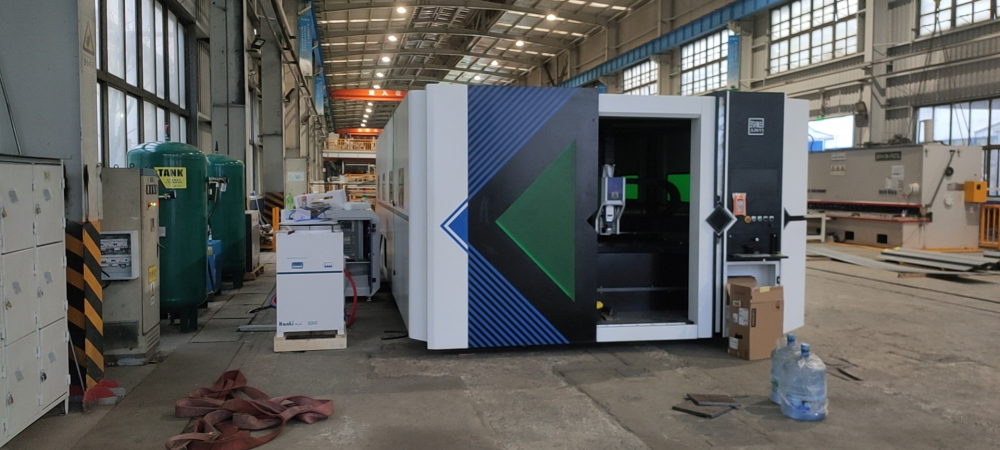


Thông tin chi tiết về Máy cắt Laser Fiber VF6025H
√ Laser chuyên nghiệp có độ phản xạ cao
√ Gia tốc 1,2G có thể đạt được hiệu ứng cắt bay
√Hệ số an toàn cao, lưới đèn đỏ tùy chọn
√Chứng nhận CE, bán chạy nhất thị trường Châu Âu và Châu Mỹ
√Tùy chọn đánh dấu và cắt đầu đôi
Sự phát triển trong tương lai của Máy cắt Laser VF6025H
So với máy khắc có thể cắt trực tiếp tấm nhôm nhiều lớp chồng chất, máy cắt laser không thể đạt được khả năng cắt chồng chất, để đạt được hiệu quả xử lý tốt hơn, sẽ được trang bị thiết bị màn hình mở cuộn để đạt được khả năng cắt tự động.
Nếu bạn muốn tìm hiểu thêm về thiết bị cắt và cấp phôi tự động màn hở, bạn có thể tham khảo dòng sản phẩm này:
Các yếu tố ảnh hưởng của hiệu ứng cắt
· Nguồn laser: bước sóng chùm tia, phân bố năng lượng điểm, chất lượng chùm tia, góc phân kỳ, đường kính lõi sợi quang, v.v.;
·Các thông số quy trình: tốc độ, công suất, áp suất không khí, chiều cao cắt, tiêu điểm, kích thước và loại vòi phun cũng như độ tròn, tình trạng chì, vát cạnh hồ quang, v.v.;
·Trình tự cắt: khoảng cách bố cục đồ họa, trình tự thủng, trình tự cắt, v.v.;
·Điều kiện bên ngoài: độ tinh khiết của khí, áp suất, độ ổn định;
·Tình trạng tấm: mô hình tấm, độ gỉ của tấm, độ phẳng của tấm;
·Trạng thái đầu cắt: tỷ lệ chuẩn trực/tiêu cự, ống kính có bị nhiễm bẩn hay không, độ thẳng đứng của đầu cắt, độ ổn định của đầu cắt;
·Điều kiện máy công cụ: tăng tốc máy công cụ, độ ổn định vận hành, hiệu suất chịu tải, biến dạng sử dụng lâu dài, v.v.;
·Hệ thống cắt: tốc độ phản hồi của hệ thống, chức năng hệ thống, độ ổn định của hệ thống;
| Bảng xu hướng loại cắt và công suất laser | ||
| Vật liệu | Khí phụ trợ | Công suất laze |
| Cắt sáng thép carbon | O2 | 1. Công suất càng cao thì độ dày cắt bề mặt sáng càng dày; 2. Độ dày của tấm là nhất định và có phạm vi công suất để cắt bề mặt sáng. Nếu quá nhỏ thì không thể đạt được khả năng cắt bề mặt sáng, còn nếu công suất quá lớn thì chất lượng và hiệu quả cắt sẽ không được cải thiện; 3. Công suất càng cao thì tốc độ thủng của tấm dày càng nhanh và hiện tượng lỗ nổ sẽ giảm; |
| Cắt mờ bằng thép cacbon | O2 | 1. Độ dày của tấm là nhất định. Có một phạm vi công suất để cắt bề mặt mờ. Nếu nó quá nhỏ thì không thể cắt được. Nếu công suất quá lớn, toàn bộ bề mặt cắt sẽ tan chảy. Nếu đường cắt quá lớn sẽ không đạt được chất lượng cắt tốt; 2. Công suất càng cao thì tốc độ thủng của tấm dày càng nhanh và hiện tượng lỗ nổ sẽ giảm; |
| Thép không gỉ/hợp kim nhôm/hợp kim đồng, v.v. | N2/Không khí | 1. Khi công suất laser tăng lên, hiệu suất cắt của từng độ dày tấm có xu hướng tăng lên; 2. Khi công suất laser tăng lên, độ dày cắt tăng lên và hiện tượng treo xỉ giảm hoặc loại bỏ; 3. Công suất càng cao thì tốc độ thủng của tấm dày càng nhanh và hiện tượng lỗ nổ sẽ giảm; |
01020304
Trạng thái vòi phun
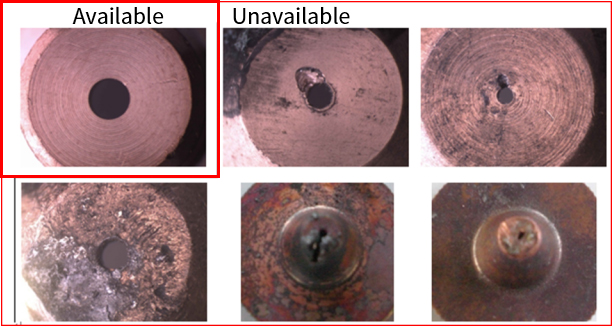
Tâm đầu phun không đồng trục với tâm tia laser, đầu phun bị biến dạng hoặc có vết nóng chảy trên đầu phun.
Khi khí cắt được thổi ra, khí thoát ra sẽ không đồng đều, khiến cho phần cắt dễ bị chảy vết bẩn một bên nhưng không xuất hiện vết ố ở phía bên kia. Các tấm dày sẽ có tác động nghiêm trọng, đôi khi không thể cắt được;
Khi cắt phôi có góc nhọn hoặc góc nhỏ, có thể xảy ra hiện tượng nóng chảy cục bộ;
Khi đục lỗ trước khi cắt, lỗ thủng không ổn định, khó nắm bắt điều kiện xuyên thấu và khó kiểm soát thời gian;
Trạng thái ống kính bảo vệ
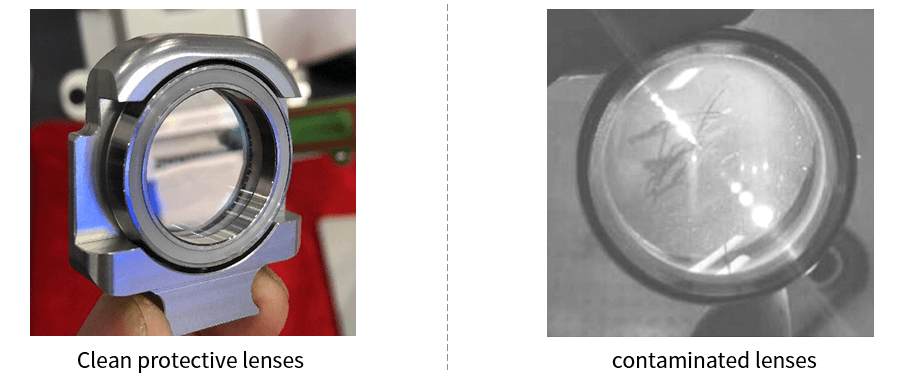
1. Không dùng tay chạm trực tiếp vào bề mặt của thấu kính quang học (gương phản xạ, gương lấy nét, v.v.) để tránh trầy xước trên gương. Nếu có vết dầu hoặc bụi trên gương, ống kính cần được làm sạch kịp thời;
2. Không đặt ống kính ở nơi tối và ẩm ướt, vì điều này sẽ khiến bề mặt ống kính bị lão hóa.
3. Nếu bề mặt của ống kính bị dính bụi, bẩn hoặc hơi nước, rất dễ hấp thụ ánh sáng laser và gây hư hỏng lớp phủ ống kính; ít nhất nó sẽ ảnh hưởng đến chất lượng của chùm tia laser, và tệ nhất là sẽ không có chùm tia laser nào được tạo ra.
4. Khi ống kính bị hỏng, bạn nên liên hệ với bộ phận dịch vụ sau bán hàng của Junyi Laser để được sửa chữa kịp thời. Cố gắng không sử dụng ống kính bị hỏng, nếu không sẽ làm tăng tốc độ hư hỏng của ống kính có thể sửa chữa được.
5. Khi lắp hoặc thay gương phản xạ hoặc gương lấy nét, không được dùng lực quá mạnh, nếu không sẽ làm cho thấu kính bị biến dạng, ảnh hưởng đến chất lượng của chùm tia.
Khi cắt laser hợp kim nhôm, do bản thân hợp kim nhôm có độ phản xạ ánh sáng cao nên phần lớn chùm tia laser sẽ bị phản xạ, dẫn đến không đủ năng lượng và kết quả xử lý kém. Khi cắt hợp kim nhôm bằng laser, hiệu quả xử lý có thể được cải thiện theo những cách sau:
1.Chọn loại laser thích hợp: Laser sợi quang chủ yếu được sử dụng để cắt kim loại. Laser sợi quang có thể được chia thành laser sợi tinh thể, laser sợi đất hiếm, khoang cộng hưởng phản xạ ngược, cộng hưởng quang DBR, v.v. Theo các vật liệu kích thích và cấu trúc khoang cộng hưởng khác nhau, chúng ta cần chọn laser phản xạ chống cao cho các loại nhôm khác nhau hợp kim. Ví dụ: nếu chúng ta được trang bị tia laser MAX, đầu nối phải là G5.

2. Điều chỉnh thông số laser: Thông số laser là một trong những yếu tố quan trọng nhất ảnh hưởng đến quá trình cắt laser. So với thép carbon và các kim loại khác, việc cắt hợp kim nhôm đòi hỏi công suất cao hơn và các thông số như tần số xung cũng cần được điều chỉnh theo tính chất của hợp kim nhôm đang được gia công. Ngoài ra, hợp kim nhôm có độ dày khác nhau cũng cần điều chỉnh tiêu điểm. và tốc độ.
3. Khí phụ trợ: Trong quá trình cắt laser, khí phụ trợ có thể giúp tăng tốc độ cắt, giảm phản ứng oxy hóa và vùng ảnh hưởng nhiệt, đồng thời thổi bay xỉ nóng chảy.
4.Lớp phủ: Khi cắt laser hợp kim nhôm, bạn có thể tăng độ phản xạ ánh sáng của bề mặt bằng cách áp dụng các sắc tố hoặc lớp phủ đặc biệt trên bề mặt hợp kim nhôm, từ đó cải thiện hiệu quả cắt laser.
Video Máy cắt Laser Fiber VF6025H