



Giydirme Cephe İşleme Endüstrisine Giriş
Giydirme cephe işleme sektörü, inşaat sektörü içerisinde öncelikle mimari giydirme cephe ürünlerinin işlenmesi, imalatı ve montajı ile uğraşan önemli bir sektördür.
Giydirme cephe, bir binanın dış duvarının, genellikle dekorasyon ve ısı yalıtımı için kullanılan, alüminyum alaşımı, cam, taş ve metal paneller gibi malzemelerden oluşan, yük taşımayan kısmını ifade eder.
Giydirme cephe işleme endüstrisi, alüminyum alaşımlı profillerin kesilmesi, delinmesi ve kaynaklanması, camın kesilmesi ve işlenmesi, taşın kesilmesi ve şekillendirilmesi ve diğer ilgili faaliyetler de dahil olmak üzere çeşitli giydirme cephe malzemelerinin işlenmesini ve üretilmesini içerir. Metal giydirme cephelerin işlenmesi durumunda endüstri, giydirme cephe ürünlerinin hassasiyetini ve kalitesini sağlamak için CNC işleme, bükme, kesme, delme ve püskürtme gibi çeşitli işleme tekniklerinde uzmanlık gerektirir.
Geleneksel CNC Router'ın Zorlukları
Alüminyum alaşımlı metal giydirme cephe işleme için çoğu müşteri, aşağıdaki alüminyum levhayı üretmek ve işlemek için geleneksel CNC oyma makinesini kullanır.3 mm, genellikle seçF4 kesme aletiüç problem üretmek kolaydır.
1.CNC gravür makinesinin kesme kafası alüminyumu işlediğinde, metal malzemeyle doğrudan temas edecek ve kesici takım kayıp üretecek ve bu da müşteri için bir sarf malzemesi maliyeti yaratacaktır.
2.Kesme işleminde F4 takımı yanındaki malzemeyi kesecek ve malzeme kaybına neden olacaktır.
3. Gravür makinesinin kesme aleti yalnızca köşeleri yuvarlayabildiğinden, metal perde duvarın kare şeklinin oyuk talebi olduğunda, perde duvarının bitmiş etkisini sınırlayan dik açıda kesilemez.
01020304
Giydirme Cephe İşleme Sektörü Çözüm Planı

Giydirme cephe sektöründe ise müşteriye fiber lazer kesiciyi seçmesini öneriyoruz.
Lazer kesme makinesi, lazer ışını yoluyla yüksek enerji yoğunluğuna sahip bir lazer ışını üretir, lazer ışını iş parçasının yüzeyine odaklanır, lazer ışınının yüksek enerji yoğunluğu, malzemenin lokal olarak ısıtılmasını, eritilmesini veya buharlaştırılmasını sağlar. kesme, oyma veya delme ve diğer işleme amaçları.
Lazer kesim makinesinin çalışma prensibine göre, lazer ekipmanının müşterilerin üç işleme problemini etkili bir şekilde çözebileceğini anlayabiliriz.
1. Lazer kesim makinesinin ışını metal malzemeyle doğrudan temas etmez, alet kaybı sorunu yaşanmaz, kullanım maliyeti etkin bir şekilde azalır;
2. Lazer kesim ışını odaklandıktan sonra daha konsantre olur, yarık daha küçüktür ve malzeme kaybı ve israfı daha azdır;
3. Keskin köşeleri keserken, beklenen kesme etkisini en üst düzeye çıkarmak için kesme grafiklerine göre etkili bir şekilde işlem yapabilir.


VF6025H Lazer Kesicinin Müşteri Tanığı
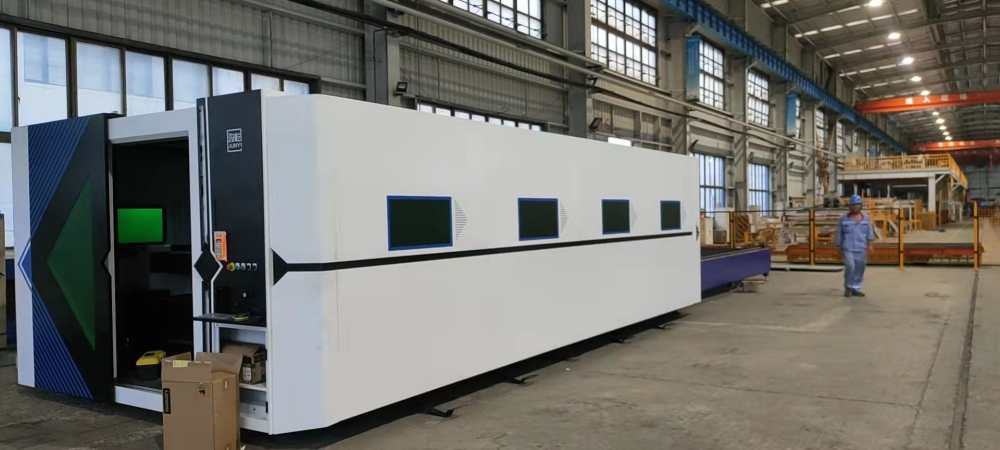
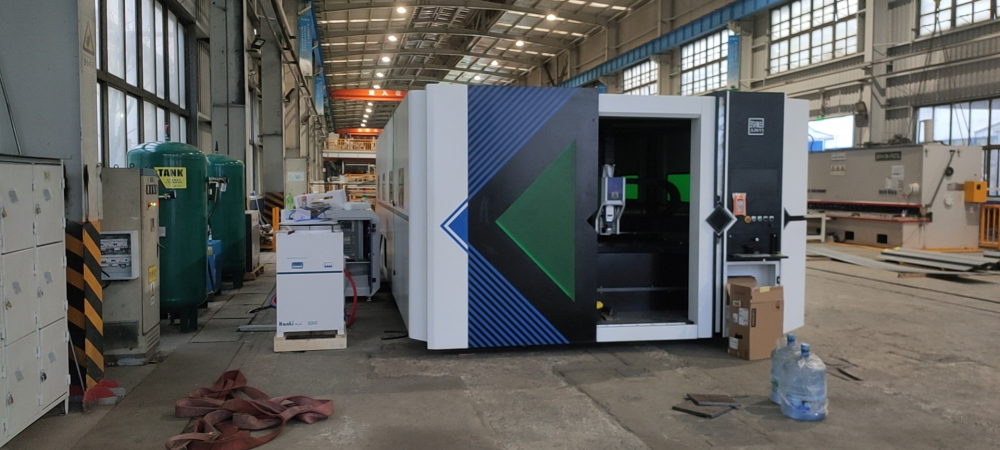


VF6025H Fiber Lazer Kesicinin Detayları
√ Yüksek yansıma önleyici profesyonel lazer
√ 1.2G hızlanma uçan kesme efektini sağlayabilir
√Yüksek güvenlik faktörü, isteğe bağlı kırmızı ışık ızgarası
√CE sertifikası, en çok satan Avrupa ve Amerika pazarları
√İsteğe bağlı çift kafalı markalama ve kesme
Lazer Kesici VF6025H'nin Gelecekteki Gelişimi
Gravür makinesi ile karşılaştırıldığında, çok katmanlı alüminyum levha süperpozisyonunu doğrudan kesebilir, lazer kesim makinesi süperpozisyon kesimini başaramaz, daha verimli işleme elde etmek için, otomatik kesmeyi sağlamak için bobin açık ekran cihazı ile donatılacaktır.
Açık elek bobin otomatik besleme ve kesme cihazı hakkında daha fazla bilgi edinmek isterseniz bu ürün serisine bakabilirsiniz:
Kesme Etkisinin Etki Faktörleri
· Lazer kaynağı: ışın dalga boyu, spot enerji dağılımı, ışın kalitesi, sapma açısı, fiber çekirdek çapı, vb.;
·Proses parametreleri: hız, güç, hava basıncı, kesme yüksekliği, odak, meme boyutu ve tipi ve yuvarlaklık, kurşun durumu, ark pah kırma vb.;
·Kesme sırası: grafik yerleşim aralığı, delik açma sırası, kesme sırası, vb.;
·Dış koşullar: gaz saflığı, basınç, kararlılık;
·Plaka durumu: plaka modeli, plaka pas derecesi, plaka düzlüğü;
·Kesme kafası durumu: kolimasyon/odaklama oranı, merceğin kirli olup olmadığı, kesme kafası dikeyliği, kesme kafası stabilitesi;
·Takım tezgahı koşulları: takım tezgahının hızlanması, çalışma kararlılığı, yük taşıma performansı, uzun süreli kullanım deformasyonu vb.;
·Kesme sistemi: sistem yanıt hızı, sistem işlevselliği, sistem kararlılığı;
| Kesim Tipi ve Lazer Gücü Trend Tablosu | ||
| Malzeme | Yardımcı gaz | Lazer gücü |
| Karbon çeliği parlak kesim | O2 | 1. Güç ne kadar yüksek olursa, parlak yüzey kesme kalınlığı da o kadar kalın olur; 2. Plakanın kalınlığı belli olup, parlak yüzey kesimi için güç aralığı mevcuttur. Çok küçükse parlak yüzey kesimi sağlanamaz, güç çok büyükse kesim kalitesi ve verimliliği artmaz; 3. Güç ne kadar yüksek olursa, kalın plakaların delme hızı da o kadar hızlı olur ve patlama delikleri olgusu azalır; |
| Karbon çeliği buzlu kesme | O2 | 1. Plakanın kalınlığı bellidir. Buzlu yüzey kesimi için güç aralığı mevcuttur. Çok küçük olması durumunda kesim gerçekleştirilemez. Güç çok büyükse kesme yüzeyinin tamamı eriyecektir. Kesim dikişi çok büyükse iyi kesim kalitesi elde edilemeyecektir; 2. Güç ne kadar yüksek olursa, kalın plakaların delme hızı da o kadar hızlı olur ve patlama delikleri olgusu azalır; |
| Paslanmaz çelik/alüminyum alaşımı/bakır alaşımı vb. | N2/Hava | 1. Lazer gücü arttıkça her plaka kalınlığının kesme verimliliği artış eğilimi gösterir; 2. Lazer gücü arttıkça kesme kalınlığı da artar ve cüruf sarkması olayı azalır veya ortadan kalkar; 3. Güç ne kadar yüksek olursa, kalın plakaların delme hızı da o kadar hızlı olur ve patlama delikleri olgusu azalır; |
01020304
Nozül durumu
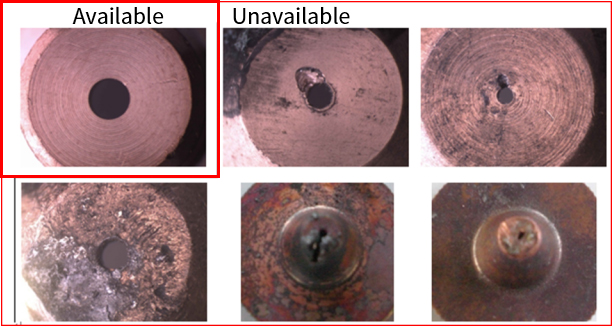
Nozülün merkezi lazerin merkezi ile eş eksenli değil, nozül deforme olmuş veya nozül üzerinde eriyik lekeleri var.
Kesme gazı dışarı üflendiğinde, gaz çıkışı eşit olmayacak ve kesme bölümünün bir tarafında eriyik lekelerinin oluşmasını kolaylaştıracak, diğer tarafında ise bu durum oluşmayacaktır. Kalın plakaların ciddi etkisi olur ve bazen kesilmesi imkansız hale gelir;
Keskin köşeli veya küçük açılı iş parçalarını keserken, yerel aşırı erimenin meydana gelmesi muhtemeldir;
Kesmeden önce delik açarken delik kararsız olur, nüfuz koşullarının anlaşılması zordur ve zamanın kontrol edilmesi zordur;
Koruyucu lens durumu
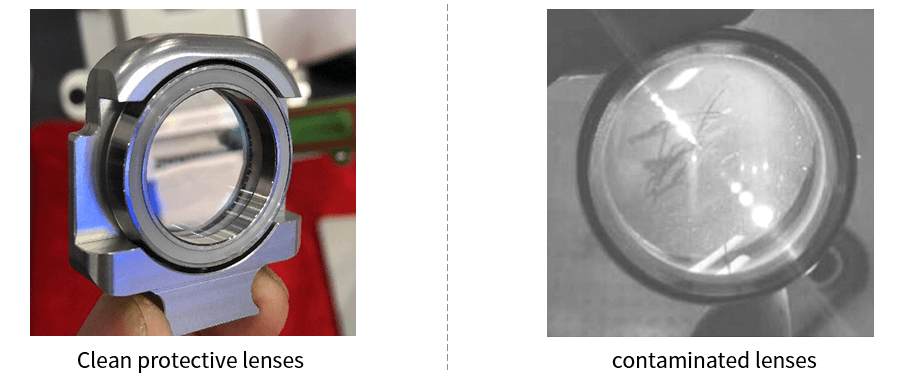
1. Aynanın çizilmesini önlemek için optik lenslerin (reflektörler, odaklama aynaları vb.) yüzeyine doğrudan ellerinizle dokunmayın. Aynada yağ lekeleri veya toz varsa mercek zamanında temizlenmelidir;
2. Merceği karanlık ve nemli bir yere koymayın; bu mercek yüzeyinin yaşlanmasına neden olur.
3. Lensin yüzeyi toz, kir veya su buharı ile lekelenmişse, lazer ışığını absorbe etmek ve lens kaplamasına zarar vermek kolaydır; en azından lazer ışınının kalitesini etkileyecektir ve en kötü ihtimalle lazer ışını üretilmeyecektir.
4. Lens hasar gördüğünde, zamanında onarım için Junyi Laser satış sonrası servis departmanıyla iletişime geçmelisiniz. Hasarlı merceği kullanmamaya çalışın, aksi takdirde merceğin onarılabilecek hasar görmesi hızlanır.
5. Reflektörü veya odaklama aynasını takarken veya değiştirirken çok fazla baskı uygulamayın, aksi takdirde merceğin deforme olmasına ve dolayısıyla ışının kalitesinin bozulmasına neden olur.
Alüminyum alaşımını lazerle keserken, alüminyum alaşımının yüksek ışık yansıtma özelliği nedeniyle, lazer ışınının çoğu yansıtılacak ve bu da yetersiz enerjiye ve kötü işleme sonuçlarına neden olacaktır. Alüminyum alaşımını lazerle keserken işleme etkisi aşağıdaki şekillerde geliştirilebilir:
1.Uygun lazeri seçin: Fiber lazerler çoğunlukla metal kesmek için kullanılır. Fiber lazerler, farklı uyarma malzemelerine ve rezonans boşluğu yapılarına göre kristal fiber lazerlere, nadir toprak fiber lazerlere, retroreflektif rezonans boşluklarına, DBR optik rezonanslara vb. Ayrılabilir, farklı alüminyum türleri için yüksek yansıma önleyici lazerleri seçmemiz gerekir. alaşımlar. Örneğin, eğer bir MAX lazerimiz varsa, konnektörün G5 olması gerekir.

2. Lazer parametrelerini ayarlayın: Lazer parametreleri, lazer kesimini etkileyen en önemli faktörlerden biridir. Karbon çeliği ve diğer metallerle karşılaştırıldığında, alüminyum alaşımlarının kesilmesi daha yüksek güç gerektirir ve darbe frekansı gibi parametrelerin de işlenen alüminyum alaşımının özelliklerine göre ayarlanması gerekir. Ayrıca farklı kalınlıktaki alüminyum alaşımları da odak ayarı gerektirir. ve hız.
3. Yardımcı gaz: Lazer kesim işleminde yardımcı gaz, kesme hızının arttırılmasına, oksidasyon reaksiyonunun ve ısıdan etkilenen bölgenin azaltılmasına ve aynı zamanda erimiş cürufu uçurmaya yardımcı olabilir.
4.Kaplama: Alüminyum alaşımını lazerle keserken, alüminyum alaşımının yüzeyine özel pigmentler veya kaplama uygulayarak yüzeyin ışık yansıtıcılığını artırabilir, böylece lazer kesim etkisini iyileştirebilirsiniz.
VF6025H Fiber Lazer Kesim Makinesi Videosu