



Введение в индустрию обработки навесных стен
Индустрия обработки навесных стен является важным сектором строительной отрасли, занимающимся в основном обработкой, производством и установкой архитектурных навесных стеновых изделий.
Навесной стеной называют ненесущую часть внешней стены здания, обычно состоящую из таких материалов, как алюминиевый сплав, стекло, камень и металлические панели, которые используются для отделки и теплоизоляции.
Промышленность по обработке навесных стен включает обработку и производство различных материалов навесных стен, включая резку, штамповку и сварку профилей из алюминиевых сплавов, резку и обработку стекла, резку и формование камня и другие сопутствующие виды деятельности. В случае обработки металлических навесных стен отрасль требует знаний в различных методах обработки, таких как обработка на станках с ЧПУ, гибка, резка, штамповка и напыление, чтобы обеспечить точность и качество изделий навесных стен.
Трудности традиционного фрезерного станка с ЧПУ
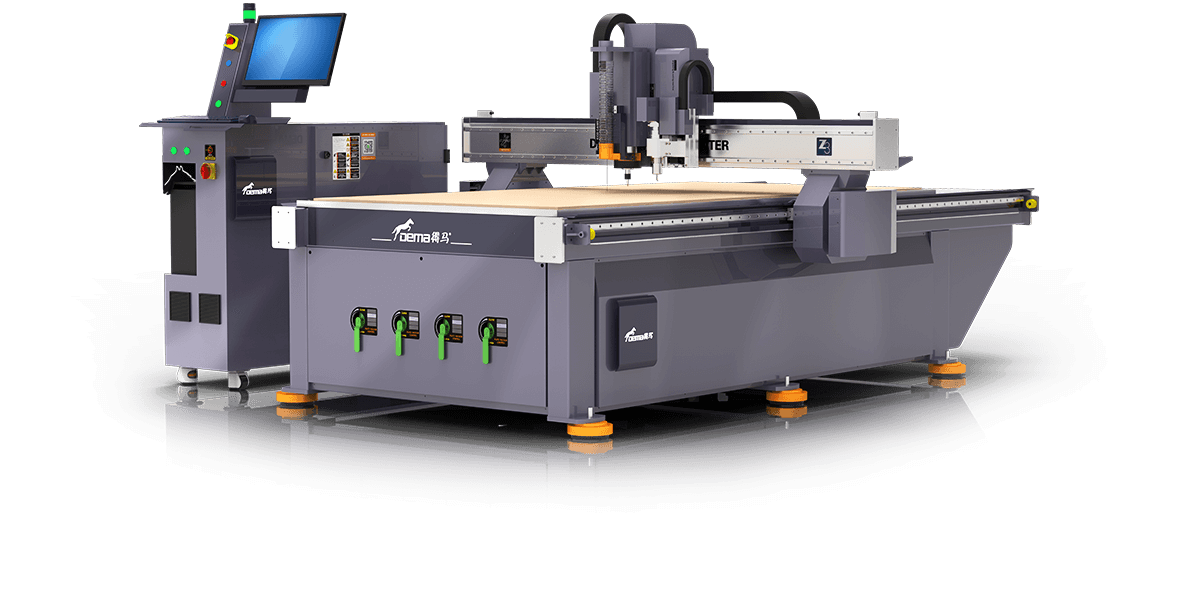
Для обработки металлических навесных стен из алюминиевого сплава большинство клиентов используют традиционный гравировальный станок с ЧПУ для производства и обработки алюминиевой пластины ниже.3 мм, вообще выбирайтеРежущий инструмент F4, из которого легко создать три задачи.
1. Когда режущая головка гравировального станка с ЧПУ обрабатывает алюминий, она напрямую контактирует с металлическим материалом, и режущий инструмент приводит к потерям, что приводит к увеличению затрат на расходные материалы для клиента.
2. В процессе резки инструмент F4 разрезает материал рядом с ним, что приводит к потере материала.
3. Поскольку режущий инструмент гравировального станка может только закруглять углы, когда металлическая навесная стена требует выемки квадратной формы, ее нельзя разрезать под прямым углом, что ограничивает законченный эффект навесной стены.
01020304
План решения для отрасли обработки навесных стен

Что касается производства навесных стен, мы предлагаем клиенту выбрать волоконный лазерный резак.
Станок для лазерной резки производит лазерный луч с высокой плотностью энергии через лазерный луч, лазерный луч фокусируется на поверхности заготовки, высокая плотность энергии лазерного луча заставляет материал локально нагреваться, плавиться или испаряться, чтобы достичь резка, гравировка или сверление и другие цели обработки.
Согласно принципу работы станка для лазерной резки, мы можем понять, что лазерное оборудование может эффективно решить три проблемы обработки клиентов.
1. Луч станка для лазерной резки не контактирует напрямую с металлическим материалом, не возникает проблем с потерей инструмента, что эффективно снижает стоимость использования;
2. Луч лазерной резки становится более концентрированным после фокусировки, щель меньше, а потери материала и отходы меньше;
3. При резке острых углов он может эффективно работать в соответствии с графикой резки, чтобы максимизировать ожидаемый эффект резки.


Клиент-свидетель лазерного резака VF6025H
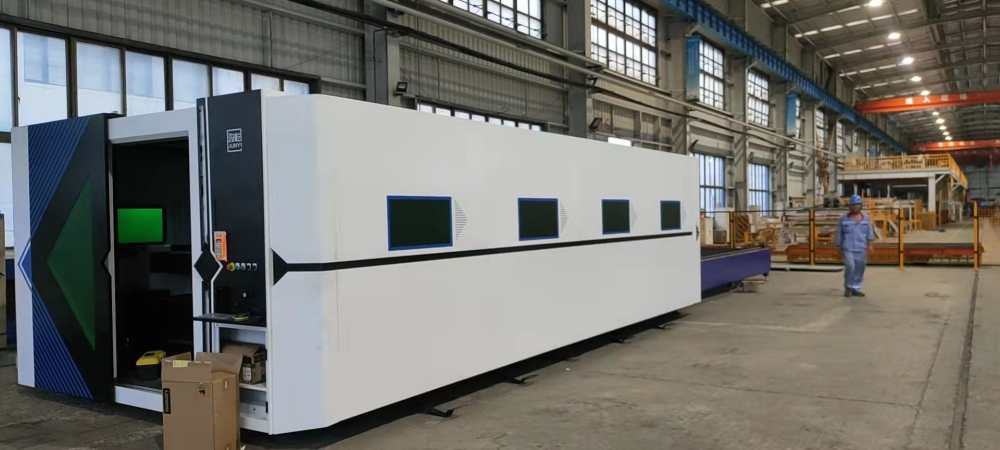


Детали волоконного лазерного резака VF6025H
√ Профессиональный лазер с высокой отражательной способностью
√ Ускорение 1,2G позволяет добиться эффекта летающей резки.
√Высокий коэффициент безопасности, дополнительная решетка красного света.
√Сертификация CE, самые продаваемые рынки Европы и Америки.
√Дополнительная маркировка и резка с двойной головкой
Будущее развитие лазерного резака VF6025H
По сравнению с гравировальным станком, который может напрямую резать многослойную алюминиевую пластину с наложением, станок для лазерной резки не может обеспечить резку с наложением, чтобы обеспечить более эффективную обработку, он будет оснащен устройством с открытым экраном катушки для автоматической резки.
Если вы хотите узнать больше об устройстве автоматической подачи и резки катушек с открытым экраном, вы можете обратиться к этой серии продуктов:
Факторы влияния на эффект резания
· Источник лазера: длина волны луча, распределение энергии в пятне, качество луча, угол расхождения, диаметр сердцевины волокна и т. д.;
·Параметры процесса: скорость, мощность, давление воздуха, высота резки, фокус, размер, тип и округлость сопла, состояние вывода, снятие фаски дуги и т. д.;
·Последовательность резки: интервал графического макета, последовательность перфорации, последовательность резки и т. д.;
·Внешние условия: чистота газа, давление, стабильность;
·Состояние пластины: модель пластины, степень ржавчины пластины, плоскостность пластины;
·Состояние режущей головки: соотношение коллимации/фокусировки, загрязнение линзы, вертикальность режущей головки, стабильность режущей головки;
·Условия станка: ускорение станка, стабильность работы, несущая способность, деформация при длительном использовании и т. д.;
·Система резки: скорость реакции системы, функциональность системы, стабильность системы;
| Таблица тенденций типа резки и мощности лазера | ||
| Материал | Вспомогательный газ | Мощность лазера |
| Яркая резка углеродистой стали | О2 | 1. Чем выше мощность, тем больше толщина резки блестящей поверхности; 2. Толщина пластины определена, имеется диапазон мощности для резки блестящей поверхности. Если она слишком мала, невозможно добиться яркой резки поверхности, а если мощность слишком велика, качество и эффективность резки не улучшатся; 3. Чем выше мощность, тем быстрее скорость перфорации толстых пластин и явление взрывных отверстий будет уменьшено; |
| Матовая резка углеродистой стали | О2 | 1. Толщина пластины определена. Имеется диапазон мощностей для резки матовых поверхностей. Если он слишком мал, резка невозможна. Если мощность слишком велика, вся режущая поверхность расплавится. Если режущий шов слишком велик, хорошего качества резки не получится; 2. Чем выше мощность, тем быстрее скорость перфорации толстых пластин и явление взрывных отверстий будет уменьшено; |
| Нержавеющая сталь/алюминиевый сплав/медный сплав и т. д. | N2/Воздух | 1. По мере увеличения мощности лазера эффективность резки пластин каждой толщины имеет тенденцию к росту; 2. По мере увеличения мощности лазера толщина резки увеличивается, а явление зависания шлака уменьшается или устраняется; 3. Чем выше мощность, тем быстрее скорость перфорации толстых пластин и явление взрывных отверстий будет уменьшено; |
01020304
Статус сопла
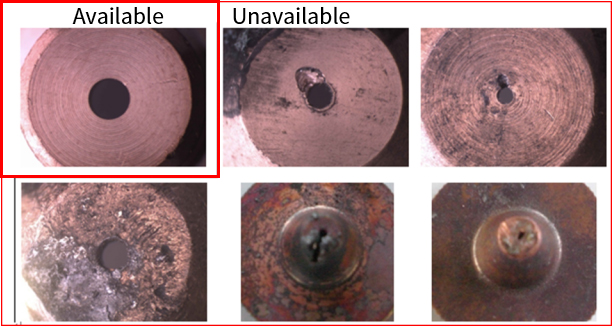
Центр сопла не соосен с центром лазера, сопло деформировано или на сопле имеются пятна расплава.
Когда режущий газ выдувается, выход газа будет неравномерным, что приводит к появлению пятен расплава на одной стороне режущей части, но не на другой. Толстые пластины будут иметь серьезное воздействие, иногда делая невозможным разрез;
При резке заготовок с острыми углами или небольшими углами возможно возникновение локального переплавления;
При перфорации перед резкой перфорация нестабильна, условия проникновения трудно понять, а время трудно контролировать;
Статус защитной линзы
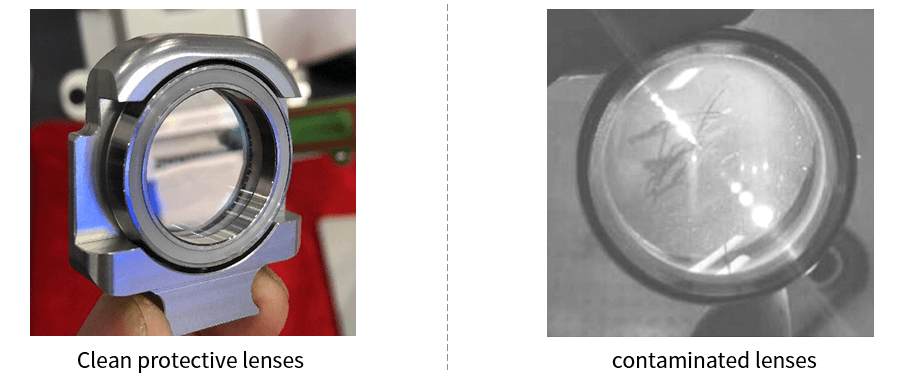
1. Не прикасайтесь руками непосредственно к поверхности оптических линз (отражателей, фокусирующих зеркал и т.п.), чтобы не поцарапать зеркало. Если на зеркале есть масляные пятна или пыль, линзу следует вовремя чистить;
2. Не помещайте линзу в темное и влажное место, так как это приведет к старению поверхности линзы.
3. Если поверхность линзы покрыта пылью, грязью или водяным паром, она легко поглощает лазерный свет и может повредить покрытие линзы; как минимум это повлияет на качество лазерного луча, а в худшем случае лазерный луч генерироваться не будет.
4. Если линза повреждена, вам следует обратиться в отдел послепродажного обслуживания Juniya Laser для своевременного ремонта. Старайтесь не использовать поврежденную линзу, иначе это ускорит повреждение линзы, которую можно будет отремонтировать.
5. При установке или замене отражателя или фокусирующего зеркала не нажимайте слишком сильно, иначе это приведет к деформации линзы, что повлияет на качество луча.
При лазерной резке алюминиевого сплава из-за высокой светоотражательной способности самого алюминиевого сплава большая часть лазерного луча будет отражаться, что приводит к недостаточной энергии и плохим результатам обработки. При лазерной резке алюминиевого сплава эффект обработки можно улучшить следующими способами:
1. Выберите подходящий лазер: волоконные лазеры в основном используются для резки металла. Волоконные лазеры можно разделить на кристаллические волоконные лазеры, редкоземельные волоконные лазеры, световозвращающие резонансные резонаторы, оптические резонансы DBR и т. д. в зависимости от различных материалов возбуждения и структур резонансных полостей, нам необходимо выбирать лазеры с антивысоким отражением для разных типов алюминия. сплавы. Например, если у нас лазер MAX, разъем должен быть G5.

2. Отрегулируйте параметры лазера. Параметры лазера являются одним из наиболее важных факторов, влияющих на лазерную резку. По сравнению с углеродистой сталью и другими металлами резка алюминиевых сплавов требует более высокой мощности, а такие параметры, как частота импульсов, также необходимо регулировать в соответствии со свойствами обрабатываемого алюминиевого сплава. Кроме того, алюминиевые сплавы различной толщины также требуют регулировки фокуса. и скорость.
3. Вспомогательный газ: при лазерной резке вспомогательный газ может помочь увеличить скорость резки, уменьшить реакцию окисления и зону термического влияния, а также одновременно сдуть расплавленный шлак.
4. Покрытие: при лазерной резке алюминиевого сплава вы можете увеличить светоотражающую способность поверхности, нанеся на поверхность алюминиевого сплава специальные пигменты или покрытие, тем самым улучшая эффект лазерной резки.
Видео станка для волоконной лазерной резки VF6025H