



Wprowadzenie do branży obróbki ścian osłonowych
Przemysł obróbki ścian osłonowych jest ważnym sektorem w branży budowlanej, zajmującym się przede wszystkim przetwarzaniem, produkcją i montażem architektonicznych produktów ścian osłonowych.
Ściana osłonowa odnosi się do nienośnej części zewnętrznej ściany budynku, zwykle składającej się z materiałów takich jak stop aluminium, szkło, kamień i panele metalowe, używanych do dekoracji i izolacji termicznej.
Przemysł obróbki ścian osłonowych obejmuje przetwarzanie i produkcję różnych materiałów ścian osłonowych, w tym cięcie, wykrawanie i spawanie profili ze stopów aluminium, cięcie i obróbkę szkła, cięcie i kształtowanie kamienia oraz inne powiązane działania. W przypadku obróbki metalowych ścian osłonowych branża wymaga specjalistycznej wiedzy w zakresie różnych technik przetwarzania, takich jak obróbka CNC, gięcie, cięcie, wykrawanie i natryskiwanie, aby zapewnić precyzję i jakość produktów ścian osłonowych.
Trudności tradycyjnego plotera CNC
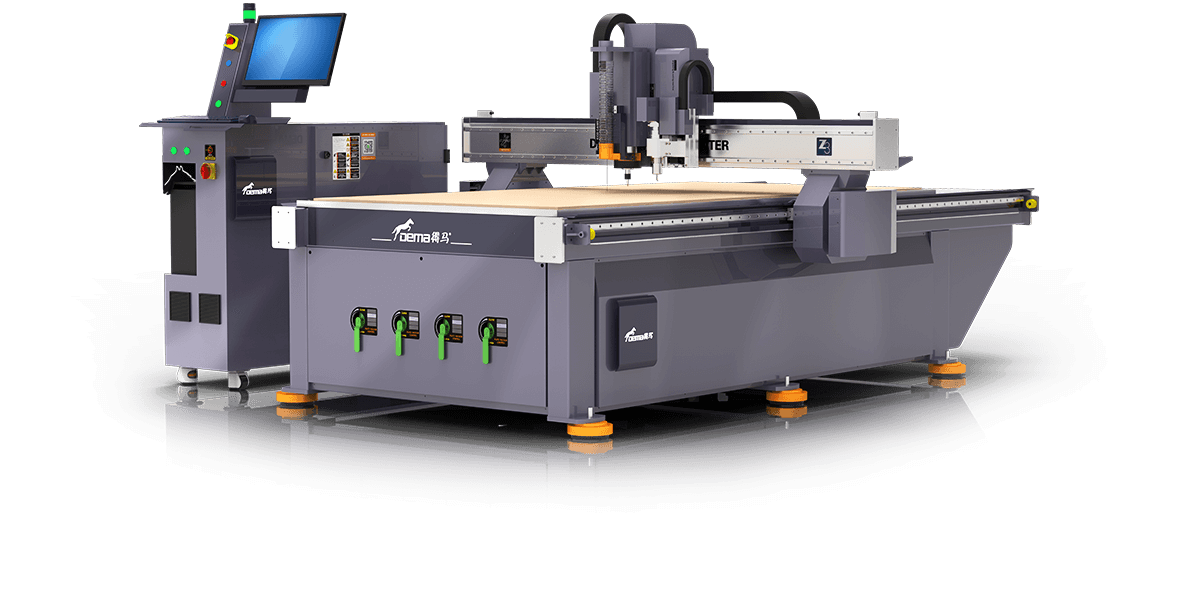
W przypadku obróbki metalowych ścian osłonowych ze stopu aluminium większość klientów używa tradycyjnej maszyny do grawerowania CNC do produkcji i przetwarzania poniższej płyty aluminiowej3 mm, generalnie wybierajNarzędzie tnące F4, co łatwo daje trzy problemy.
1. Gdy głowica tnąca maszyny grawerującej CNC przetwarza aluminium, styka się bezpośrednio z materiałem metalowym, a narzędzie tnące spowoduje straty, co będzie wiązać się z kosztami materiałów eksploatacyjnych dla klienta.
2.W procesie cięcia narzędzie F4 przetnie materiał obok siebie, powodując utratę materiału.
3. Ponieważ narzędzie tnące maszyny grawerującej może zaokrąglać tylko rogi, gdy metalowa ściana osłonowa wymaga wydrążenia w kształcie kwadratu, nie można jej ciąć pod kątem prostym, co ogranicza końcowy efekt ściany osłonowej.
01020304
Plan rozwiązań dla branży obróbki ścian osłonowych

Jeśli chodzi o branżę ścian osłonowych, sugerujemy klientowi wybór wycinarki laserem światłowodowym.
Wycinarka laserowa wytwarza wiązkę laserową o dużej gęstości energii poprzez wiązkę lasera, wiązka lasera skupia się na powierzchni przedmiotu obrabianego, wysoka gęstość energii wiązki lasera powoduje, że materiał jest lokalnie podgrzewany, topiony lub odparowywany, aby osiągnąć cięcie, grawerowanie lub wiercenie oraz inne cele przetwarzania.
Zgodnie z zasadą działania maszyny do cięcia laserowego możemy zrozumieć, że sprzęt laserowy może skutecznie rozwiązać trzy problemy klientów z przetwarzaniem.
1. Wiązka wycinarki laserowej nie styka się bezpośrednio z materiałem metalowym, nie będzie problemu z utratą narzędzia, skutecznie obniżając koszty użytkowania;
2. Wiązka cięcia laserowego jest bardziej skoncentrowana po skupieniu, szczelina jest mniejsza, a straty materiału i odpady są mniejsze;
3. Podczas wycinania ostrych narożników może skutecznie przetwarzać zgodnie z grafiką cięcia, aby zmaksymalizować oczekiwany efekt cięcia.


Świadek klienta dotyczący wycinarki laserowej VF6025H
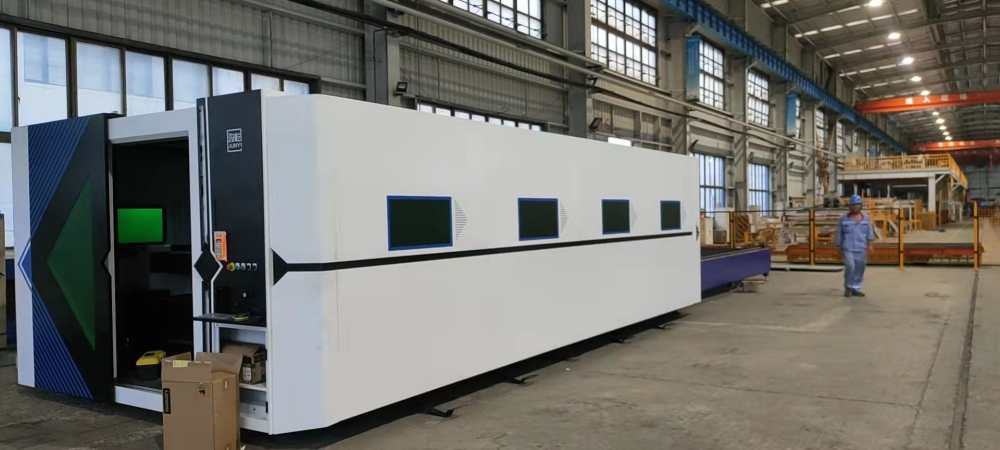
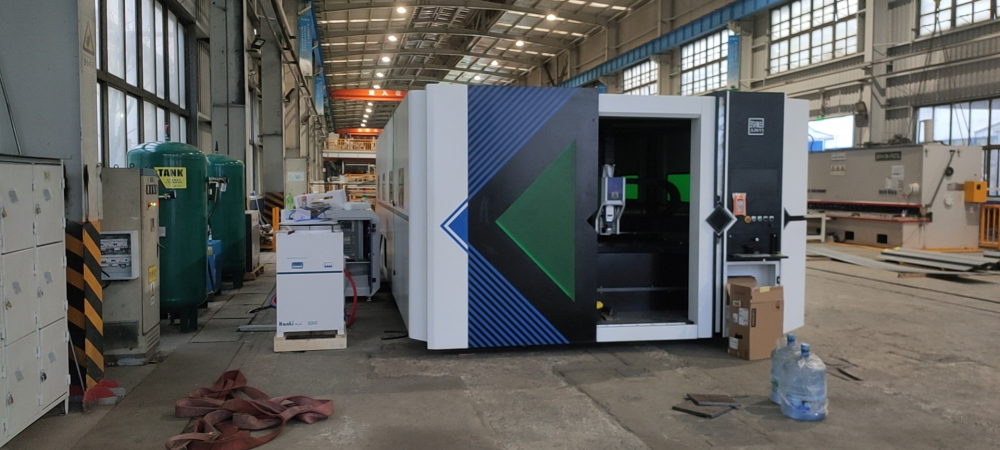


Szczegóły dotyczące wycinarki laserowej światłowodowej VF6025H
√ Profesjonalny laser o wysokim współczynniku odbicia
√ Przyspieszenie 1,2G może osiągnąć efekt latającego cięcia
√Wysoki współczynnik bezpieczeństwa, opcjonalna krata światła czerwonego
√Certyfikat CE, najlepiej sprzedające się rynki europejskie i amerykańskie
√Opcjonalna podwójna głowica do znakowania i cięcia
Przyszły rozwój wycinarki laserowej VF6025H
W porównaniu z maszyną grawerującą, która może bezpośrednio ciąć wielowarstwową superpozycję płyty aluminiowej, maszyna do cięcia laserowego nie może osiągnąć cięcia superpozycyjnego, aby lepiej osiągnąć wydajną obróbkę, zostanie wyposażona w urządzenie z otwartym ekranem cewki, aby uzyskać automatyczne cięcie.
Jeśli chcesz dowiedzieć się więcej na temat automatycznego urządzenia do podawania i cięcia cewek z otwartym ekranem, możesz zapoznać się z tą serią produktów:
Czynniki wpływające na efekt cięcia
· Źródło lasera: długość fali wiązki, rozkład energii plamki, jakość wiązki, kąt rozbieżności, średnica rdzenia włókna itp.;
·Parametry procesu: prędkość, moc, ciśnienie powietrza, wysokość cięcia, skupienie, rozmiar i typ dyszy oraz okrągłość, stan wyprowadzenia, fazowanie łuku itp.;
·Kolejność wycinania: rozstaw układu graficznego, kolejność perforacji, kolejność wycinania itp.;
·Warunki zewnętrzne: czystość gazu, ciśnienie, stabilność;
·Stan płyty: model płyty, stopień rdzy płyty, płaskość płyty;
·Stan głowicy tnącej: współczynnik kolimacji/ostrości, zanieczyszczenie soczewki, pionowość głowicy tnącej, stabilność głowicy tnącej;
·Warunki obrabiarki: przyspieszenie obrabiarki, stabilność pracy, nośność, odkształcenie długotrwałego użytkowania itp.;
·System cięcia: szybkość reakcji systemu, funkcjonalność systemu, stabilność systemu;
| Tabela trendów rodzaju cięcia i mocy lasera | ||
| Materiał | Gaz pomocniczy | Moc lasera |
| Cięcie jasne ze stali węglowej | O2 | 1. Im wyższa moc, tym grubsza grubość cięcia jasnej powierzchni; 2. Grubość blachy jest pewna i istnieje zakres mocy do cięcia jasnych powierzchni. Jeśli jest zbyt mała, nie można uzyskać jasnej powierzchni cięcia, a jeśli moc jest zbyt duża, jakość i wydajność cięcia nie poprawią się; 3. Im wyższa moc, tym większa prędkość perforacji grubych płyt i zmniejszone zostanie zjawisko otworów strzałowych; |
| Cięcie matowe ze stali węglowej | O2 | 1. Grubość płyty jest pewna. Dostępny jest zakres mocy przeznaczony do cięcia powierzchni matowych. Jeśli jest za mały, nie można wykonać cięcia. Jeśli moc będzie zbyt duża, cała powierzchnia cięcia stopi się. Jeśli szew tnący jest zbyt duży, nie zostanie uzyskana dobra jakość cięcia; 2. Im wyższa moc, tym większa prędkość perforacji grubych płyt i zmniejszone zostanie zjawisko otworów strzałowych; |
| Stal nierdzewna/stop aluminium/stop miedzi itp. | N2/Powietrze | 1. Wraz ze wzrostem mocy lasera wydajność cięcia każdej grubości blachy wykazuje tendencję wzrostową; 2. Wraz ze wzrostem mocy lasera wzrasta grubość cięcia, a zjawisko zawieszania się żużla jest zmniejszone lub wyeliminowane; 3. Im wyższa moc, tym większa prędkość perforacji grubych płyt i zmniejszone zostanie zjawisko otworów strzałowych; |
01020304
Stan dyszy
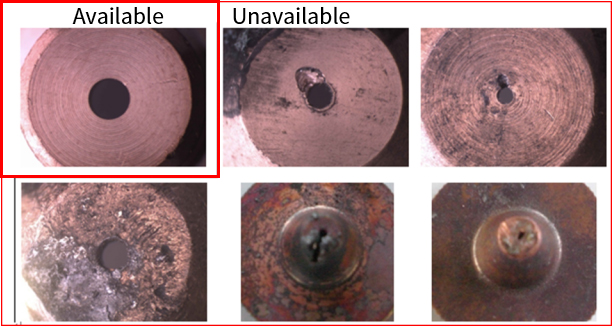
Środek dyszy nie jest współosiowy ze środkiem lasera, dysza jest zdeformowana lub na dyszy znajdują się plamy ze stopu.
Kiedy gaz tnący jest wydmuchiwany, jego wydatek będzie nierówny, co ułatwia powstawanie plam stopionych po jednej stronie, ale nie po drugiej. Grube płyty będą miały poważny wpływ, czasami uniemożliwiając cięcie;
Podczas cięcia przedmiotów o ostrych narożnikach lub małych kątach może wystąpić miejscowe przetopienie;
Podczas perforowania przed cięciem perforacja jest niestabilna, warunki penetracji są trudne do zrozumienia, a czas trudny do kontrolowania;
Stan soczewek ochronnych
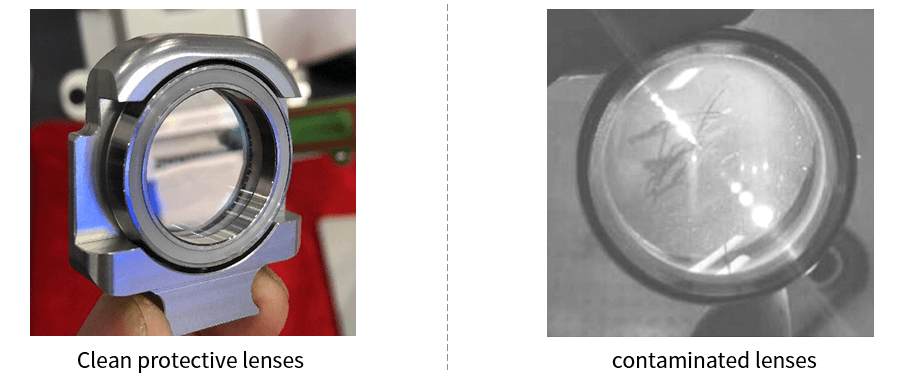
1. Nie dotykaj powierzchni soczewek optycznych (odbłyśników, lusterek skupiających itp.) bezpośrednio rękami, aby uniknąć zarysowania lustra. Jeśli na lustrze znajdują się plamy oleju lub kurz, obiektyw należy wyczyścić na czas;
2. Nie umieszczaj obiektywu w ciemnym i wilgotnym miejscu, gdyż może to spowodować starzenie się powierzchni soczewki.
3. Jeśli powierzchnia soczewki jest zabrudzona kurzem, brudem lub parą wodną, światło lasera może łatwo pochłonąć i spowodować uszkodzenie powłoki soczewki; przynajmniej wpłynie to na jakość wiązki laserowej, a w najgorszym przypadku wiązka laserowa nie zostanie wygenerowana.
4. W przypadku uszkodzenia soczewki należy skontaktować się z działem obsługi posprzedażnej Junyi Laser w celu terminowej naprawy. Staraj się nie używać uszkodzonej soczewki, w przeciwnym razie przyspieszy to uszkodzenie soczewki, które można naprawić.
5. Podczas montażu lub wymiany odbłyśnika lub zwierciadła skupiającego nie należy stosować zbyt dużego nacisku, w przeciwnym razie spowoduje to odkształcenie soczewki, co wpłynie na jakość wiązki światła.
Podczas cięcia laserowego stopu aluminium, ze względu na wysoki współczynnik odbicia światła samego stopu aluminium, większość wiązki lasera zostanie odbita, co spowoduje niewystarczającą energię i słabe wyniki obróbki. Podczas cięcia laserowego stopu aluminium efekt obróbki można poprawić w następujący sposób:
1. Wybierz odpowiedni laser: Lasery światłowodowe są używane głównie do cięcia metalu. Lasery światłowodowe można podzielić na lasery z włókna krystalicznego, lasery z włókna ziem rzadkich, retrorefleksyjne wnęki rezonansowe, rezonanse optyczne DBR itp. W zależności od różnych materiałów wzbudzających i struktur wnęk rezonansowych, musimy wybrać lasery o wysokim odbiciu dla różnych rodzajów aluminium stopy. Przykładowo jeśli jesteśmy wyposażeni w laser MAX to złącze powinno być G5.

2. Dostosuj parametry lasera: Parametry lasera są jednym z najważniejszych czynników wpływających na cięcie laserem. W porównaniu ze stalą węglową i innymi metalami, cięcie stopów aluminium wymaga większej mocy, a parametry takie jak częstotliwość impulsów również trzeba dostosować do właściwości obrabianego stopu aluminium. Ponadto stopy aluminium o różnej grubości również wymagają regulacji skupienia i prędkość.
3. Gaz pomocniczy: W procesie cięcia laserowego gaz pomocniczy może pomóc zwiększyć prędkość cięcia, zmniejszyć reakcję utleniania i strefę wpływu ciepła, a jednocześnie zdmuchnąć stopiony żużel.
4. Powlekanie: Podczas cięcia laserowego stopu aluminium można zwiększyć współczynnik odbicia światła od powierzchni, nakładając specjalne pigmenty lub powłokę na powierzchnię stopu aluminium, poprawiając w ten sposób efekt cięcia laserowego.
Film przedstawiający maszynę do cięcia laserem światłowodowym VF6025H