



Pengenalan Industri Pemprosesan Dinding Tirai
Industri pemprosesan dinding tirai merupakan sektor penting dalam industri pembinaan, terutamanya terlibat dalam pemprosesan, pembuatan dan pemasangan produk dinding tirai seni bina.
Dinding tirai merujuk kepada bahagian dinding luar bangunan yang tidak menanggung beban, biasanya terdiri daripada bahan seperti aloi aluminium, kaca, batu dan panel logam, digunakan untuk hiasan dan penebat haba.
Industri pemprosesan dinding tirai melibatkan pemprosesan dan pembuatan pelbagai bahan dinding tirai, termasuk pemotongan, tebukan, dan kimpalan profil aloi aluminium, pemotongan dan pemprosesan kaca, pemotongan dan pembentukan batu, dan aktiviti lain yang berkaitan. Dalam kes pemprosesan dinding tirai logam, industri memerlukan kepakaran dalam pelbagai teknik pemprosesan seperti pemesinan CNC, lenturan, pemotongan, tebukan, dan penyemburan, untuk memastikan ketepatan dan kualiti produk dinding tirai.
Kesukaran Penghala CNC Tradisional
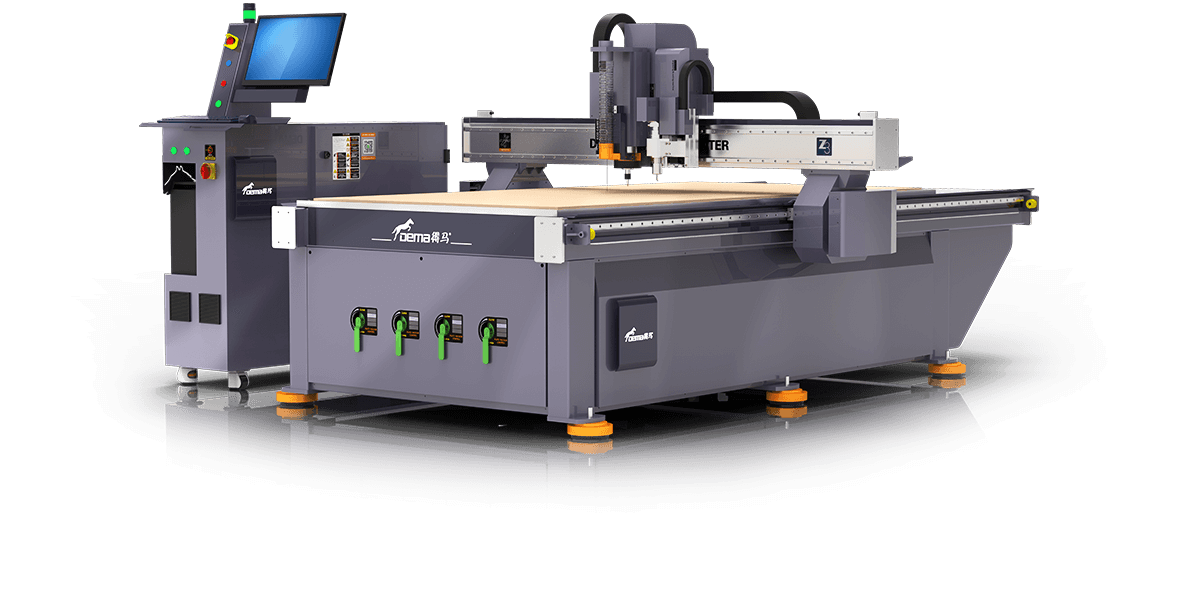
Untuk pemprosesan dinding tirai logam aloi aluminium, kebanyakan pelanggan menggunakan mesin ukiran CNC tradisional untuk menghasilkan dan memproses, untuk plat aluminium di bawah3 mm, umumnya memilihAlat pemotong F4, yang mudah menghasilkan tiga masalah.
1. Apabila kepala pemotong mesin ukiran CNC memproses aluminium, ia akan terus menghubungi bahan logam, dan alat pemotong akan menghasilkan kerugian, yang akan menghasilkan kos boleh guna untuk pelanggan.
2. Dalam proses pemotongan, alat F4 akan memotong bahan di sebelahnya, mengakibatkan kehilangan bahan.
3. Kerana alat pemotong mesin ukiran hanya boleh mengelilingi sudut, apabila dinding tirai logam mempunyai permintaan hollowing bentuk persegi, ia tidak boleh dipotong pada Sudut yang betul, yang mengehadkan kesan siap dinding tirai.
01020304
Pelan Penyelesaian untuk Industri Pemprosesan Dinding Tirai

Bagi industri dinding tirai, kami mencadangkan pelanggan memilih pemotong laser gentian.
Mesin pemotong laser menghasilkan pancaran laser dengan ketumpatan tenaga tinggi melalui pancaran laser, pancaran laser difokuskan pada permukaan bahan kerja, ketumpatan tenaga tinggi pancaran laser menjadikan bahan dipanaskan, cair atau diwap secara tempatan, untuk mencapai memotong, mengukir atau menggerudi dan tujuan pemprosesan lain.
Mengikut prinsip kerja mesin pemotong laser, kita dapat memahami bahawa peralatan laser dapat menyelesaikan tiga masalah pemprosesan pelanggan dengan berkesan.
1. Rasuk mesin pemotong laser tidak langsung menghubungi bahan logam, tidak akan ada masalah kehilangan alat, dengan berkesan mengurangkan kos penggunaan;
2. Rasuk pemotongan laser lebih tertumpu selepas memfokus, celah lebih kecil, dan kehilangan bahan dan sisa adalah kurang;
3. Apabila memotong sudut tajam, ia boleh memproses dengan berkesan mengikut grafik pemotongan untuk memaksimumkan kesan pemotongan yang dijangkakan.


Saksi Pelanggan Pemotong Laser VF6025H
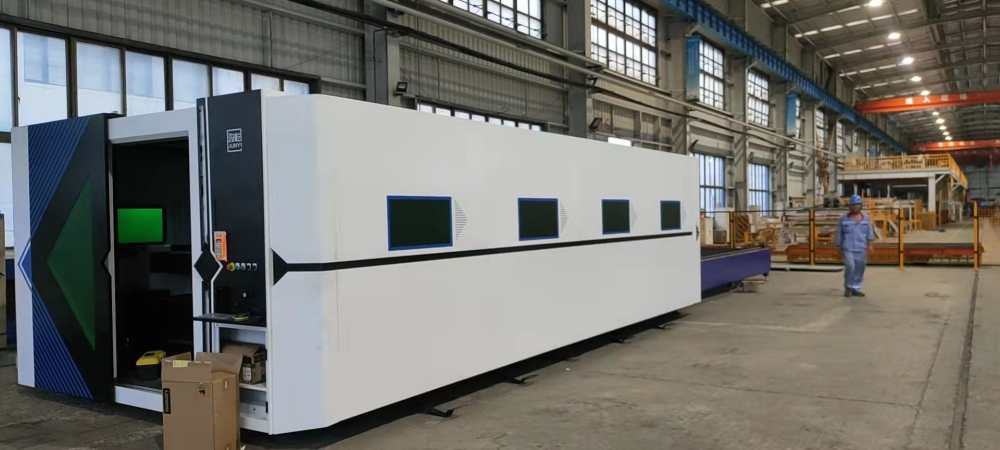
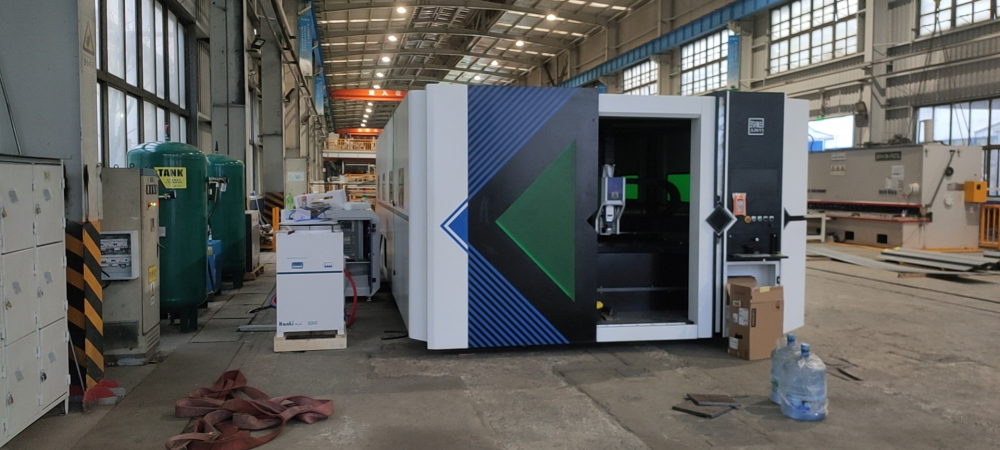


Butiran Pemotong Laser Fiber VF6025H
√ Laser profesional dengan pemantulan anti-tinggi
√ Pecutan 1.2G boleh mencapai kesan pemotongan terbang
√Faktor keselamatan yang tinggi, parut lampu merah pilihan
√Pensijilan CE, pasaran Eropah dan Amerika terlaris
√Menanda dan memotong kepala berganda pilihan
Pembangunan Masa Depan Pemotong Laser VF6025H
Berbanding dengan mesin ukiran boleh terus memotong superposisi plat aluminium pelbagai lapisan, mesin pemotong laser tidak boleh mencapai pemotongan superposisi, untuk mencapai pemprosesan yang lebih cekap, akan dilengkapi dengan peranti skrin terbuka gegelung untuk mencapai pemotongan automatik.
Jika anda ingin mengetahui lebih lanjut tentang peranti suapan dan pemotongan automatik gegelung skrin terbuka, anda boleh merujuk kepada siri produk ini:
Faktor Pengaruh Kesan Keratan
· Sumber laser: panjang gelombang rasuk, pengagihan tenaga titik, kualiti rasuk, sudut perbezaan, diameter teras gentian, dsb.;
·Parameter proses: kelajuan, kuasa, tekanan udara, ketinggian pemotongan, fokus, saiz muncung dan jenis dan kebulatan, keadaan plumbum, lengkok arka, dsb.;
·Urutan pemotongan: jarak susun atur grafik, jujukan tebuk, jujukan pemotongan, dsb.;
·Keadaan luaran: ketulenan gas, tekanan, kestabilan;
·Keadaan plat: model plat, tahap karat plat, kerataan plat;
·Status kepala pemotongan: nisbah collimation/fokus, sama ada kanta tercemar, menegak kepala pemotongan, kestabilan kepala pemotongan;
·Keadaan alat mesin: pecutan alat mesin, kestabilan operasi, prestasi galas beban, ubah bentuk penggunaan jangka panjang, dsb.;
·Sistem pemotongan: kelajuan tindak balas sistem, fungsi sistem, kestabilan sistem;
| Jenis Pemotongan dan Jadual Trend Kuasa Laser | ||
| bahan | Gas bantu | Kuasa laser |
| Keluli karbon pemotongan terang | O2 | 1. Semakin tinggi kuasa, semakin tebal ketebalan pemotongan permukaan yang terang; 2. Ketebalan plat adalah pasti, dan terdapat julat kuasa untuk pemotongan permukaan yang terang. Jika ia terlalu kecil, pemotongan permukaan yang terang tidak dapat dicapai, dan jika kuasa terlalu besar, kualiti dan kecekapan pemotongan tidak akan bertambah baik; 3. Semakin tinggi kuasa, semakin cepat kelajuan penembusan plat tebal, dan fenomena lubang letupan akan dikurangkan; |
| Keluli karbon pemotongan beku | O2 | 1. Ketebalan plat adalah pasti. Terdapat julat kuasa untuk pemotongan permukaan beku. Jika ia terlalu kecil, pemotongan tidak boleh dicapai. Jika kuasa terlalu besar, keseluruhan permukaan pemotongan akan cair. Jika jahitan pemotongan terlalu besar, kualiti pemotongan yang baik tidak akan diperolehi; 2. Semakin tinggi kuasa, semakin cepat kelajuan penembusan plat tebal, dan fenomena lubang letupan akan dikurangkan; |
| Keluli tahan karat/aloi aluminium/aloi tembaga, dsb. | N2/Udara | 1. Apabila kuasa laser meningkat, kecekapan pemotongan setiap ketebalan plat menunjukkan arah aliran menaik; 2. Apabila kuasa laser meningkat, ketebalan pemotongan meningkat, dan fenomena gantung sanga dikurangkan atau dihapuskan; 3. Semakin tinggi kuasa, semakin cepat kelajuan penembusan plat tebal, dan fenomena lubang letupan akan dikurangkan; |
01020304
Status muncung
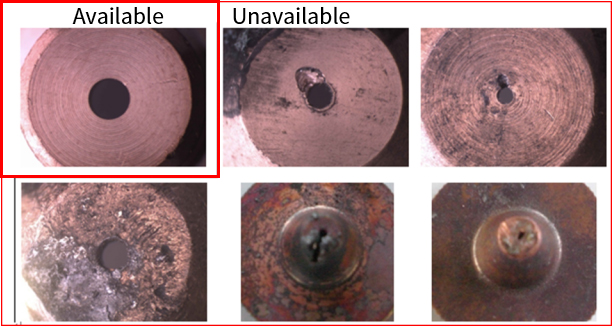
Bahagian tengah muncung bukan sepaksi dengan pusat laser, muncungnya cacat, atau terdapat kesan cair pada muncung.
Apabila gas pemotong dihembus keluar, keluaran gas akan menjadi tidak sekata, menjadikannya lebih mudah untuk bahagian pemotongan mempunyai kesan cair pada satu bahagian tetapi tidak pada bahagian yang lain. Plat tebal akan memberi kesan yang serius, kadang-kadang menjadikannya mustahil untuk dipotong;
Apabila memotong bahan kerja dengan sudut tajam atau sudut kecil, pencairan berlebihan setempat mungkin berlaku;
Apabila berlubang sebelum memotong, penembusan tidak stabil, keadaan penembusan sukar difahami, dan masa sukar dikawal;
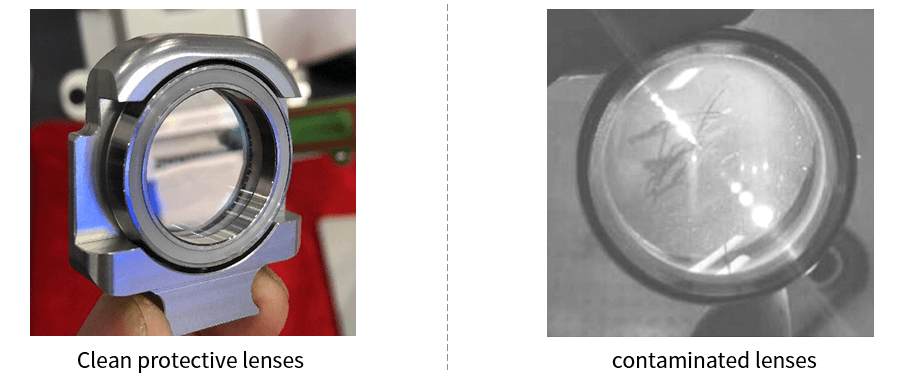
Status kanta pelindung
1. Jangan sentuh permukaan kanta optik (pemantul, cermin fokus, dll.) secara langsung dengan tangan anda untuk mengelakkan calar pada cermin. Sekiranya terdapat kesan minyak atau habuk pada cermin, kanta hendaklah dibersihkan tepat pada masanya;
2. Jangan letakkan kanta di tempat yang gelap dan lembap, kerana ini akan menyebabkan permukaan kanta menjadi tua.
3. Jika permukaan kanta diwarnai dengan habuk, kotoran, atau wap air, ia mudah menyerap cahaya laser dan menyebabkan kerosakan pada salutan kanta; sekurang-kurangnya ia akan menjejaskan kualiti pancaran laser, dan paling teruk, tiada pancaran laser akan dihasilkan.
4. Apabila kanta rosak, anda harus menghubungi jabatan perkhidmatan selepas jualan Laser Junyi untuk pembaikan tepat pada masanya. Cuba untuk tidak menggunakan kanta yang rosak, jika tidak, ia akan mempercepatkan kerosakan pada kanta yang boleh dibaiki.
5. Apabila memasang atau menggantikan reflektor atau cermin fokus, jangan gunakan terlalu banyak tekanan, jika tidak, ia akan menyebabkan kanta berubah bentuk, sekali gus menjejaskan kualiti rasuk.
Apabila aloi aluminium memotong laser, disebabkan oleh pemantulan cahaya yang tinggi dari aloi aluminium itu sendiri, kebanyakan pancaran laser akan dipantulkan, mengakibatkan tenaga tidak mencukupi dan hasil pemprosesan yang lemah. Apabila aloi aluminium memotong laser, kesan pemprosesan boleh diperbaiki dengan cara berikut:
1.Pilih laser yang sesuai: Laser gentian digunakan terutamanya untuk memotong logam. Laser gentian boleh dibahagikan kepada laser gentian kristal, laser gentian nadir bumi, rongga resonan retroreflective, resonans optik DBR, dan lain-lain mengikut bahan pengujaan yang berbeza dan struktur rongga resonan, kita perlu memilih laser pantulan anti-tinggi untuk pelbagai jenis aluminium. aloi. Sebagai contoh, jika kita dilengkapi dengan laser MAX, penyambung mestilah G5.

2. Laraskan parameter laser: Parameter laser adalah salah satu faktor terpenting yang mempengaruhi pemotongan laser. Berbanding dengan keluli karbon dan logam lain, memotong aloi aluminium memerlukan kuasa yang lebih tinggi, dan parameter seperti frekuensi nadi juga perlu diselaraskan mengikut sifat aloi aluminium yang sedang diproses, Selain itu, aloi aluminium dengan ketebalan yang berbeza juga memerlukan pelarasan fokus. dan kelajuan.
3. Gas tambahan: Dalam pemprosesan pemotongan laser, gas tambahan boleh membantu meningkatkan kelajuan pemotongan, mengurangkan tindak balas pengoksidaan dan zon terjejas haba, dan meniup sanga cair pada masa yang sama.
4. Salutan: Apabila aloi aluminium memotong laser, anda boleh meningkatkan pemantulan cahaya permukaan dengan menggunakan pigmen atau salutan khas pada permukaan aloi aluminium, dengan itu meningkatkan kesan pemotongan laser.
Video Mesin Pemotong Laser Fiber VF6025H