



カーテンウォール加工業界の紹介
カーテンウォール加工産業は建設業界の重要な部門であり、主に建築用カーテンウォール製品の加工、製造、設置に従事しています。
カーテン ウォールとは、建物の外壁の非耐荷重部分を指し、通常はアルミニウム合金、ガラス、石材、金属パネルなどの材料で構成され、装飾や断熱に使用されます。
カーテンウォール加工業は、アルミニウム合金形材の切断・打ち抜き・溶接、ガラスの切断・加工、石材の切断・成形など、さまざまなカーテンウォール材料の加工・製造を行っています。 金属カーテンウォールを加工する場合、業界ではカーテンウォール製品の精度と品質を確保するために、CNC機械加工、曲げ、切断、パンチング、スプレーなどのさまざまな加工技術の専門知識が必要です。
従来のCNCルーターの難しさ
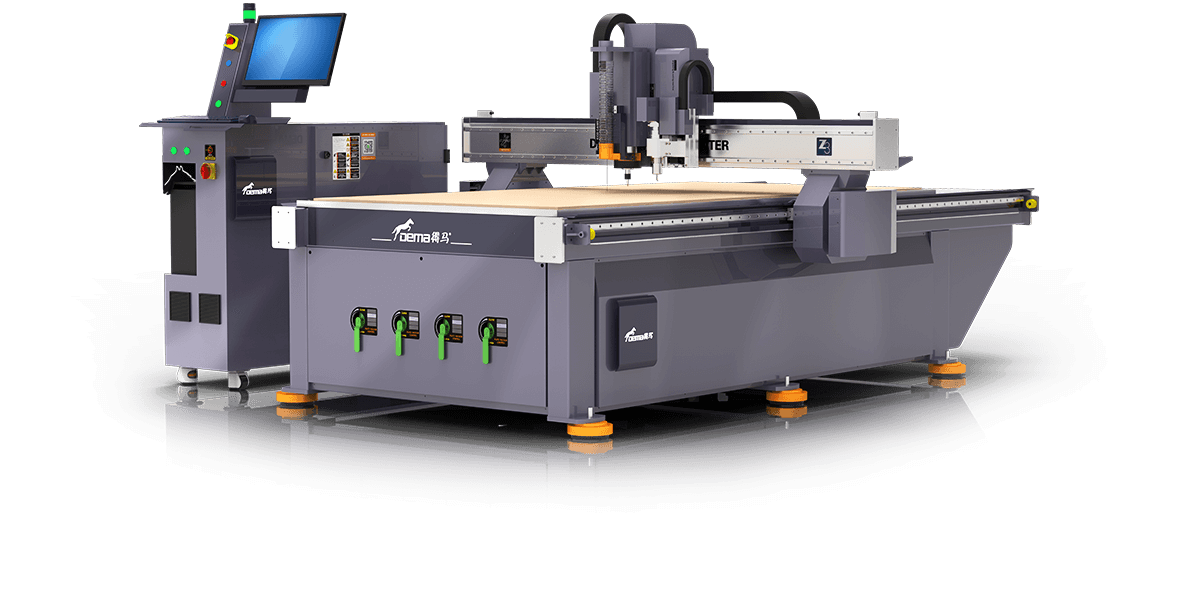
アルミニウム合金金属カーテンウォール加工の場合、ほとんどのお客様は従来の CNC 彫刻機を使用して以下のアルミニウム板を製造および加工します。3mm、一般的に選択しますF4 切削工具、3つの問題が発生しやすいです。
1.CNC彫刻機の切削ヘッドがアルミニウムを加工する場合、金属材料と直接接触するため、切削工具のロスが発生し、お客様の消耗品コストが発生します。
2.切削加工の際、F4の工具が隣の材料を切削し、材料ロスが発生します。
3.彫刻機の切削工具は角を丸くすることしかできないため、金属カーテンウォールが正方形の中空の需要がある場合、直角に切断することができず、カーテンウォールの仕上がり効果が制限されます。
01020304
カーテンウォール加工業界向けソリューションプラン

カーテンウォール業界に関しては、ファイバーレーザーカッターを選択することをお勧めします。
レーザー切断機は、レーザービームを通じて高エネルギー密度のレーザービームを生成し、レーザービームはワークピースの表面に焦点を合わせ、レーザービームの高エネルギー密度により材料が局所的に加熱、溶融、または蒸発し、次のことを達成します。切断、彫刻、穴あけ、その他の加工目的。
レーザー切断機の動作原理によれば、レーザー装置は顧客の3つの加工問題を効果的に解決できることがわかります。
1. レーザー切断機のビームは金属材料に直接接触しないため、工具の損失の問題がなく、使用コストが効果的に削減されます。
2. レーザー切断ビームは集束後さらに集中し、スリットが小さくなり、材料の損失と無駄が少なくなります。
3.鋭いコーナーをカットする場合、カットグラフィックに従って効果的に処理し、期待されるカット効果を最大化します。


VF6025H レーザー カッターのお客様の証人
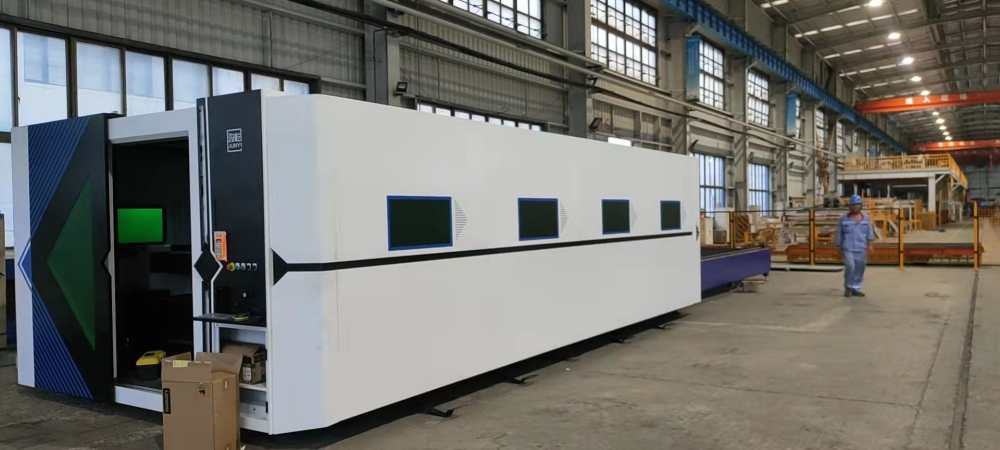
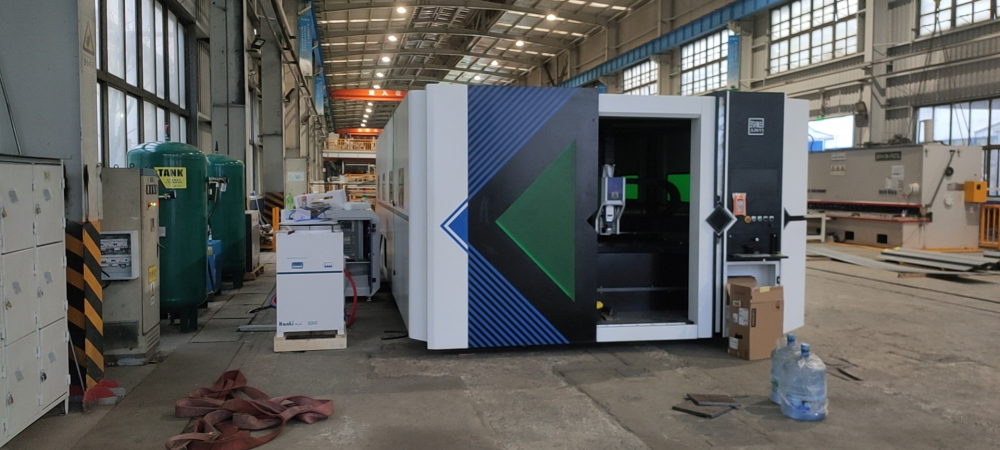


VF6025H ファイバーレーザーカッターの詳細
√ 高反射防止のプロフェッショナルレーザー
√ 1.2G加速によりフライングカット効果を実現
√高い安全率、オプションの赤色光格子
√CE 認証、ヨーロッパおよびアメリカ市場でベストセラー
√オプションのマーキングおよびカッティングダブルヘッド
レーザーカッター VF6025H の今後の展開
彫刻機は多層アルミニウム板の重ね合わせを直接切断できますが、レーザー切断機は重ね合わせ切断ができないため、より効率的な加工を実現するために、自動切断を実現するコイルオープンスクリーン装置が装備されています。
オープンスクリーンコイル自動供給切断装置について詳しく知りたい場合は、この製品シリーズを参照してください。
切削効果の影響要因
· レーザー光源: ビーム波長、スポットエネルギー分布、ビーム品質、発散角、ファイバーコア直径など。
·プロセスパラメータ: 速度、出力、空気圧、切断高さ、焦点、ノズルのサイズとタイプ、真円度、リードの状態、円弧の面取りなど。
·切断順序: グラフィックのレイアウト間隔、ミシン目順序、切断順序など。
·外部条件: ガスの純度、圧力、安定性。
·プレートの状態:プレートの型式、プレートの錆び具合、プレートの平坦度、
·カッティングヘッドのステータス: 視準/焦点比、レンズが汚れているかどうか、カッティングヘッドの垂直性、カッティングヘッドの安定性。
·工作機械の条件:工作機械の加速度、動作安定性、耐荷重性能、長期使用による変形など。
·切断システム: システムの応答速度、システムの機能、システムの安定性。
| 切断タイプとレーザーパワー傾向表 | ||
| 材料 | 補助ガス | レーザー出力 |
| 炭素鋼の光輝切削 | O2 | 1. 出力が高くなるほど、明るい表面の切断厚さが厚くなります。 2. 板厚が確保されており、明るい面切断が可能なパワーレンジがあります。 小さすぎると明るい切断面が得られず、大きすぎると切断品質と効率が向上しません。 3.出力が高いほど、厚いプレートの穿孔速度が速くなり、発破穴の現象が減少します。 |
| 炭素鋼つや消し切断 | O2 | 1.板の厚みがしっかりある。 つや消し面の切断にはパワーレンジがあります。 小さすぎると切断できません。 力が大きすぎると切断面全体が溶けてしまいます。 切断縫い目が大きすぎると、良好な切断品質が得られません。 2.出力が高いほど、厚いプレートの穿孔速度が速くなり、発破穴の現象が減少します。 |
| ステンレス鋼/アルミニウム合金/銅合金など | N2/空気 | 1. レーザー出力が増加するにつれて、各板厚の切断効率は上昇傾向を示します。 2. レーザー出力が増加すると、切断厚さが増加し、スラグ垂れ下がり現象が減少または解消されます。 3.出力が高いほど、厚いプレートの穿孔速度が速くなり、発破穴の現象が減少します。 |
01020304
ノズルの状態
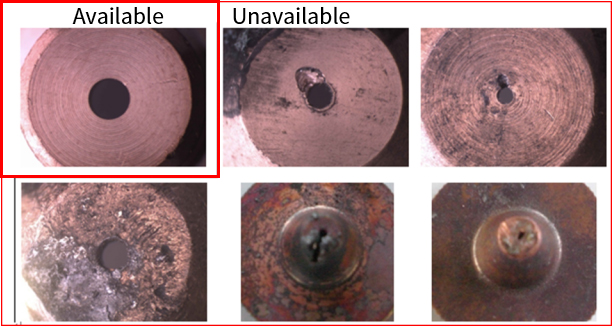
ノズルの中心がレーザーの中心と同軸になっていない、ノズルが変形している、またはノズルに溶けた汚れがある。
切断ガスを吹き出す際、ガスの噴出量にムラが生じ、切断部の片側に溶け汚れが発生しやすくなります。 厚いプレートは深刻な影響を及ぼし、場合によっては切断できなくなります。
鋭い角や小さな角度を持つワークピースを切断する場合、局所的な過剰溶解が発生する可能性があります。
切断前にミシン目を入れる場合、ミシン目が不安定で、貫通状態が把握しにくく、時間のコントロールが難しい。
保護レンズの状態
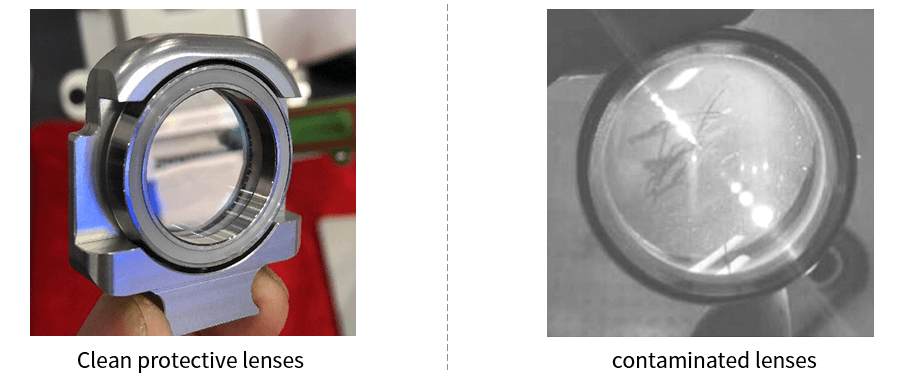
1. 光学レンズ(反射鏡、集光鏡など)の表面には傷がつきますので、直接手で触れないでください。 ミラーに油汚れやほこりが付いている場合は、適時にレンズを掃除する必要があります。
2. レンズ表面の劣化の原因となりますので、暗く湿気の多い場所にレンズを置かないでください。
3. レンズの表面がほこり、汚れ、または水蒸気で汚れていると、レーザー光が吸収されやすくなり、レンズのコーティングが損傷する可能性があります。 少なくともレーザービームの品質に影響を及ぼし、最悪の場合レーザービームが生成されなくなります。
4. レンズが破損した場合は、時間内に Junyi Laser アフターサービス部門に連絡して修理を受けてください。 損傷したレンズは使用しないようにしてください。そうしないと、修復可能なレンズへの損傷が加速します。
5. 反射鏡または集束ミラーを取り付けまたは交換するときは、あまり力を加えないでください。圧力をかけすぎると、レンズが変形し、ビームの品質に影響を与えます。
アルミニウム合金をレーザー切断する場合、アルミニウム合金自体の光反射率が高いため、レーザー光の大部分が反射され、エネルギーが不足して加工結果が低下します。 アルミニウム合金をレーザー切断する場合、次の方法で加工効果を向上させることができます。
1.適切なレーザーの選択: ファイバーレーザーは主に金属の切断に使用されます。 ファイバーレーザーは、さまざまな励起材料と共鳴空洞構造に応じて、結晶ファイバーレーザー、希土類ファイバーレーザー、再帰反射共鳴空洞、DBR光共鳴などに分類できます。さまざまな種類のアルミニウムに応じて高反射防止レーザーを選択する必要があります。合金。 たとえば、MAX レーザーを装備している場合、コネクタは G5 である必要があります。

2. レーザーパラメータの調整: レーザーパラメータは、レーザー切断に影響を与える最も重要な要素の 1 つです。 アルミニウム合金の切断には炭素鋼や他の金属に比べて高いパワーが必要であり、加工するアルミニウム合金の特性に応じてパルス周波数などのパラメータも調整する必要があります。また、異なる厚さのアルミニウム合金では焦点の調整も必要です。そしてスピード。
3. 補助ガス:レーザー切断加工において、補助ガスは切断速度の向上、酸化反応と熱影響部の低減、同時に溶融スラグの吹き飛ばしに役立ちます。
4.コーティング:アルミニウム合金をレーザー切断する際、アルミニウム合金の表面に特殊な顔料やコーティングを施すことにより表面の光反射率を高め、レーザー切断効果を向上させることができます。
VF6025H ファイバーレーザー切断機のビデオ