



Introduzione all'industria della lavorazione delle facciate continue
L'industria della lavorazione delle facciate continue è un settore importante nel settore edile, principalmente impegnato nella lavorazione, produzione e installazione di prodotti per facciate continue architettoniche.
Una facciata continua si riferisce alla parte non portante del muro esterno di un edificio, tipicamente composta da materiali come lega di alluminio, vetro, pietra e pannelli metallici, utilizzati per la decorazione e l'isolamento termico.
L'industria della lavorazione delle facciate continue prevede la lavorazione e la produzione di vari materiali per facciate continue, tra cui taglio, punzonatura e saldatura di profili in lega di alluminio, taglio e lavorazione del vetro, taglio e modellatura della pietra e altre attività correlate. Nel caso della lavorazione di facciate continue metalliche, l'industria richiede esperienza in varie tecniche di lavorazione come lavorazione CNC, piegatura, taglio, punzonatura e spruzzatura, per garantire la precisione e la qualità dei prodotti per facciate continue.
Difficoltà del Router CNC Tradizionale
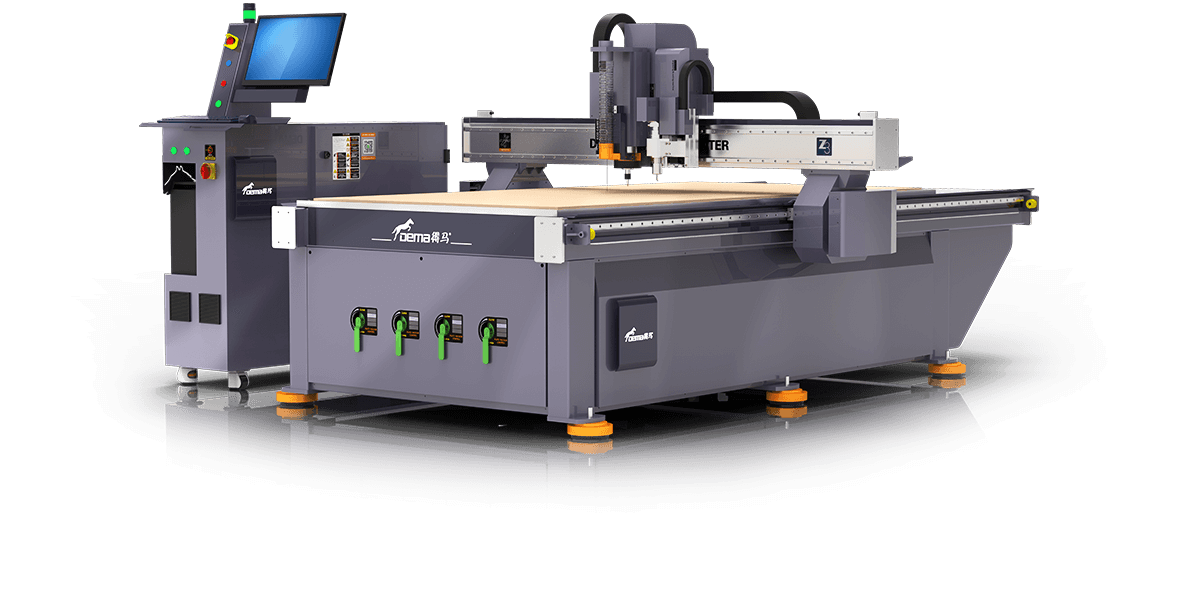
Per la lavorazione delle facciate continue in lega di alluminio, la maggior parte dei clienti utilizza la tradizionale macchina per incisione CNC per produrre ed elaborare la piastra di alluminio sottostante3 mm, generalmente scegliUtensile da taglio F4, il che è facile da produrre tre problemi.
1.Quando la testa di taglio della macchina per incidere CNC lavora l'alluminio, entrerà direttamente in contatto con il materiale metallico e l'utensile da taglio produrrà una perdita, che produrrà un costo di consumo per il cliente.
2. Durante il processo di taglio, l'utensile F4 taglierà il materiale adiacente, con conseguente perdita di materiale.
3. Poiché l'utensile da taglio della macchina per incidere può solo arrotondare gli angoli, quando la facciata continua in metallo ha la richiesta di svuotamento della forma quadrata, non può essere tagliata ad angolo retto, il che limita l'effetto finale della facciata continua.
01020304
Piano di soluzione per l'industria della lavorazione delle facciate continue

Per quanto riguarda il settore delle facciate continue, suggeriamo al cliente di scegliere il taglio laser in fibra.
La macchina da taglio laser produce un raggio laser ad alta densità di energia attraverso il raggio laser, il raggio laser è focalizzato sulla superficie del pezzo, l'elevata densità di energia del raggio laser rende il materiale riscaldato, fuso o vaporizzato localmente, in modo da ottenere taglio, incisione o foratura e altri scopi di lavorazione.
Secondo il principio di funzionamento della macchina da taglio laser, possiamo capire che l'attrezzatura laser può risolvere efficacemente i tre problemi di lavorazione dei clienti.
1. Il raggio della macchina da taglio laser non entra direttamente in contatto con il materiale metallico, non ci sarà alcun problema di perdita dell'utensile, riducendo efficacemente i costi di utilizzo;
2. Il raggio di taglio laser è più concentrato dopo la messa a fuoco, la fessura è più piccola e la perdita di materiale e gli sprechi sono minori;
3. Quando si tagliano angoli acuti, è possibile elaborare efficacemente in base alla grafica di taglio per massimizzare l'effetto di taglio previsto.


Testimonianza del cliente della taglierina laser VF6025H
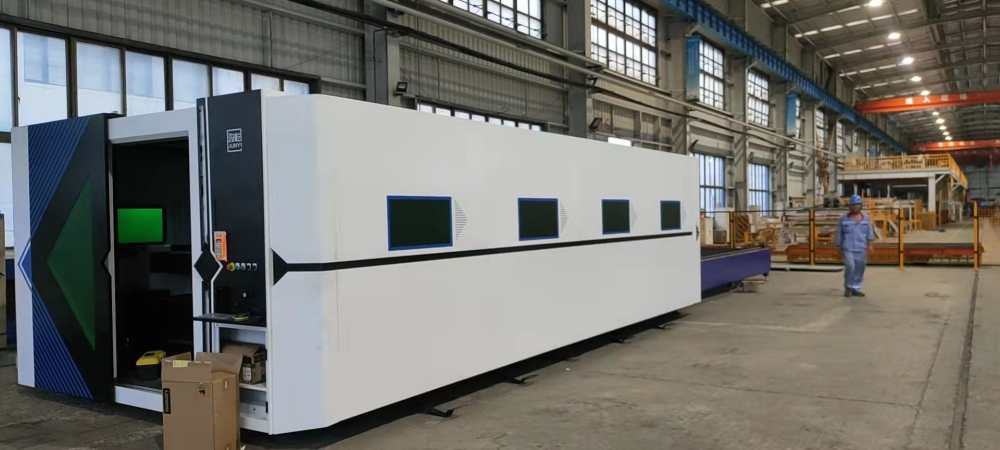
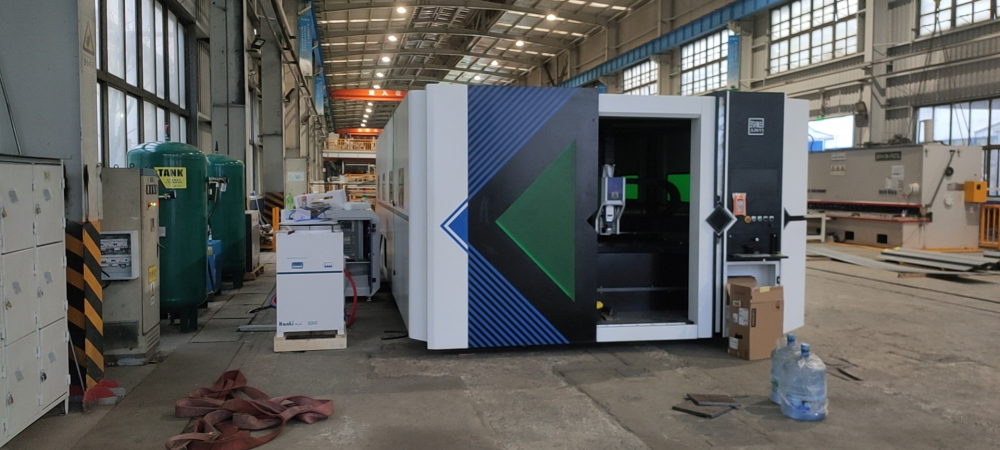


Dettagli della taglierina laser a fibra VF6025H
√ Laser professionale con anti-alta riflettività
√ L'accelerazione 1.2G può ottenere l'effetto di taglio volante
√Elevato fattore di sicurezza, griglia a luce rossa opzionale
√Certificazione CE, mercati europei e americani più venduti
√Doppia testa opzionale per marcatura e taglio
Sviluppo futuro della taglierina laser VF6025H
Rispetto alla macchina per incidere è possibile tagliare direttamente la sovrapposizione di lastre di alluminio multistrato, la macchina da taglio laser non può ottenere il taglio in sovrapposizione, per ottenere una lavorazione più efficiente, sarà dotata di un dispositivo a schermo aperto a bobina per ottenere il taglio automatico.
Se desideri saperne di più sul dispositivo di alimentazione e taglio automatico della bobina a schermo aperto, puoi fare riferimento a questa serie di prodotti:
Fattori di influenza dell'effetto di taglio
· Sorgente laser: lunghezza d'onda del fascio, distribuzione dell'energia del punto, qualità del fascio, angolo di divergenza, diametro del nucleo della fibra, ecc.;
·Parametri di processo: velocità, potenza, pressione dell'aria, altezza di taglio, messa a fuoco, dimensione, tipo e rotondità dell'ugello, condizione del piombo, smussatura dell'arco, ecc.;
·Sequenza di taglio: spaziatura del layout grafico, sequenza di perforazione, sequenza di taglio, ecc.;
·Condizioni esterne: purezza del gas, pressione, stabilità;
·Condizioni della piastra: modello della piastra, grado di ruggine della piastra, planarità della piastra;
·Stato della testa di taglio: rapporto collimazione/messa a fuoco, eventuale contaminazione della lente, verticalità della testa di taglio, stabilità della testa di taglio;
·Condizioni della macchina utensile: accelerazione della macchina utensile, stabilità operativa, prestazioni di carico, deformazione a lungo termine, ecc.;
·Sistema di taglio: velocità di risposta del sistema, funzionalità del sistema, stabilità del sistema;
| Tabella dei tipi di taglio e dell'andamento della potenza laser | ||
| Materiale | Gas ausiliario | Potenza del laser |
| Taglio lucido in acciaio al carbonio | O2 | 1. Maggiore è la potenza, maggiore è lo spessore di taglio della superficie lucida; 2. Lo spessore della lamiera è certo ed esiste un intervallo di potenza per il taglio di superfici lucide. Se è troppo piccola, non è possibile ottenere un taglio superficiale brillante e se la potenza è troppo grande, la qualità e l'efficienza del taglio non verranno migliorate; 3. Maggiore è la potenza, maggiore sarà la velocità di perforazione delle piastre spesse e verrà ridotto il fenomeno dei fori di esplosione; |
| Taglio satinato in acciaio al carbonio | O2 | 1. Lo spessore della piastra è certo. Esiste una gamma di potenza per il taglio di superfici smerigliate. Se è troppo piccolo, non è possibile ottenere il taglio. Se la potenza è eccessiva, l'intera superficie di taglio si scioglierà. Se la linea di taglio è troppo grande, non si otterrà una buona qualità di taglio; 2. Maggiore è la potenza, maggiore sarà la velocità di perforazione delle piastre spesse e verrà ridotto il fenomeno dei fori di esplosione; |
| Acciaio inossidabile/lega di alluminio/lega di rame, ecc. | N2/Aria | 1. All'aumentare della potenza del laser, l'efficienza di taglio di ciascuno spessore della lamiera mostra una tendenza al rialzo; 2. All'aumentare della potenza del laser, lo spessore del taglio aumenta e il fenomeno delle scorie viene ridotto o eliminato; 3. Maggiore è la potenza, maggiore sarà la velocità di perforazione delle piastre spesse e verrà ridotto il fenomeno dei fori di esplosione; |
01020304
Stato degli ugelli
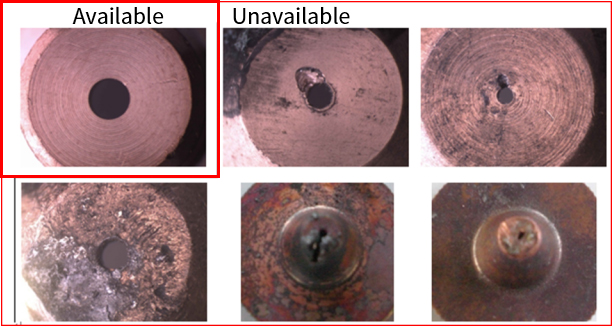
Il centro dell'ugello non è coassiale con il centro del laser, l'ugello è deformato o sono presenti macchie di fusione sull'ugello.
Quando il gas da taglio viene espulso, l'uscita del gas non sarà uniforme, rendendo più facile che la sezione di taglio presenti macchie di fusione su un lato ma non sull'altro. Le lastre spesse avranno un impatto grave, rendendo talvolta impossibile il taglio;
Quando si tagliano pezzi con spigoli vivi o angoli piccoli, è probabile che si verifichi una fusione eccessiva locale;
Quando si perfora prima del taglio, la perforazione è instabile, le condizioni di penetrazione sono difficili da comprendere e il tempo è difficile da controllare;
Stato della lente protettiva
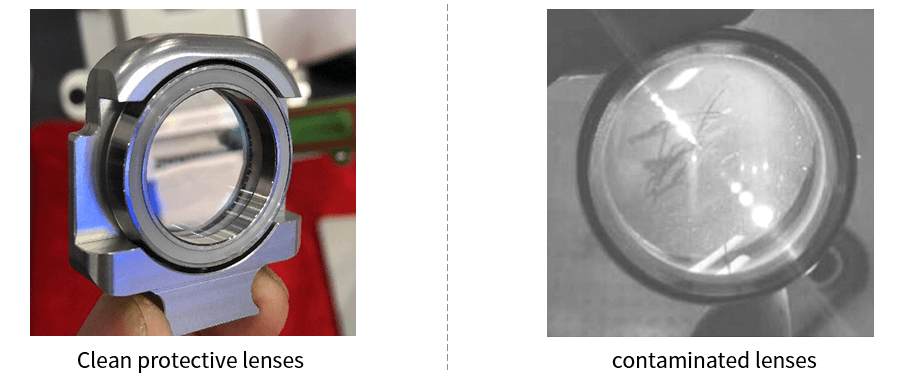
1. Non toccare la superficie delle lenti ottiche (riflettori, specchi di messa a fuoco, ecc.) direttamente con le mani per evitare graffi sullo specchio. Se sullo specchio sono presenti macchie di olio o polvere, l'obiettivo deve essere pulito in tempo;
2. Non posizionare l'obiettivo in un luogo buio e umido, poiché ciò potrebbe causare l'invecchiamento della superficie dell'obiettivo.
3. Se la superficie dell'obiettivo è macchiata di polvere, sporco o vapore acqueo, è facile assorbire la luce laser e causare danni al rivestimento dell'obiettivo; quantomeno influenzerà la qualità del raggio laser e, nel peggiore dei casi, non verrà generato alcun raggio laser.
4. Quando l'obiettivo è danneggiato, è necessario contattare il servizio post-vendita Junyi Laser per la riparazione in tempo. Cerca di non utilizzare l'obiettivo danneggiato, altrimenti accelererà il danno all'obiettivo che può essere riparato.
5. Quando si installa o si sostituisce il riflettore o lo specchio di focalizzazione, non esercitare troppa pressione, altrimenti la lente potrebbe deformarsi, compromettendo così la qualità del raggio.
Quando si taglia al laser una lega di alluminio, a causa dell'elevata riflettività della luce della lega di alluminio stessa, la maggior parte del raggio laser verrà riflesso, con conseguente energia insufficiente e risultati di lavorazione scadenti. Quando si taglia al laser la lega di alluminio, l'effetto della lavorazione può essere migliorato nei seguenti modi:
1.Scegli il laser appropriato: i laser a fibra vengono utilizzati principalmente per il taglio dei metalli. I laser a fibra possono essere suddivisi in laser a fibra di cristallo, laser a fibra di terre rare, cavità risonanti retroriflettenti, risonanze ottiche DBR, ecc. In base ai diversi materiali di eccitazione e alle strutture delle cavità risonanti, dobbiamo scegliere laser anti-alta riflessione per diversi tipi di alluminio leghe. Se ad esempio siamo dotati di un laser MAX, il connettore dovrebbe essere G5.

2. Regola i parametri del laser: i parametri del laser sono uno dei fattori più importanti che influenzano il taglio laser. Rispetto all'acciaio al carbonio e ad altri metalli, il taglio delle leghe di alluminio richiede una potenza maggiore e anche parametri come la frequenza degli impulsi devono essere regolati in base alle proprietà della lega di alluminio da lavorare. Inoltre, le leghe di alluminio di diverso spessore richiedono anche la regolazione della messa a fuoco e velocità.
3. Gas ausiliario: nella lavorazione di taglio laser, il gas ausiliario può contribuire ad aumentare la velocità di taglio, ridurre la reazione di ossidazione e la zona interessata dal calore e allo stesso tempo soffiare via le scorie fuse.
4.Rivestimento: durante il taglio laser della lega di alluminio, è possibile aumentare la riflettività della luce della superficie applicando pigmenti o rivestimenti speciali sulla superficie della lega di alluminio, migliorando così l'effetto del taglio laser.
Video della macchina da taglio laser a fibra VF6025H