











A Shanghai Bochu Electronics Company 2024. január végén elindítja a legújabb rendszert: TubesT_V1.51

A Shanghai Bochu Electronics Company 2024. január végén bejelentette legújabb rendszerének, a TubesT_V1.51-nek a kiadását. Ez a rendszer kényelmes paraméterezett rajzolási módszert biztosít a lépcső-, korlát- és kapaszkodóipar számára. Támogatja az olyan alkatrészek gyors generálását, mint a vízszintes rudak, oszlopok, függőleges rudak és kör alakú vagy négyzet alakú csőszelvényekkel rendelkező felületi csövek. Különféle összeszerelési módszereket is kínál, beleértve a „hegesztési jelölést” vagy a „beillesztési összeszerelést”.
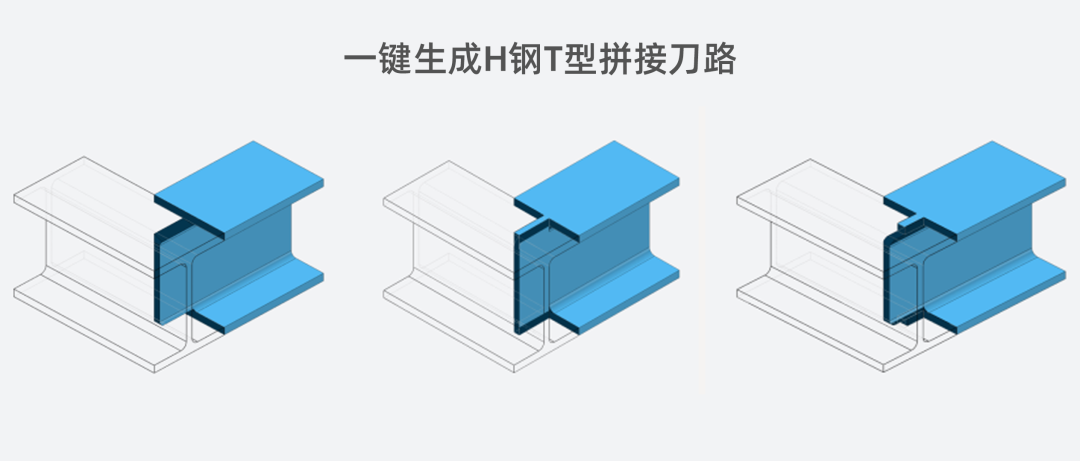
Az új rendszer támogatja a különböző H-gerenda/I-gerenda T-csuklós vágási utak automatikus generálását is. A T-csuklós csatlakozást igénylő H-gerenda (vagy I-gerenda) alkatrészek esetében a rendszer egy kattintásos funkciót vezet be a T-csukló vágási útvonalának létrehozásához. Ez nemcsak a kézi rajzolás és feldolgozás során takarít meg időt, hanem javítja a tényleges gyártás és feldolgozás hatékonyságát is.
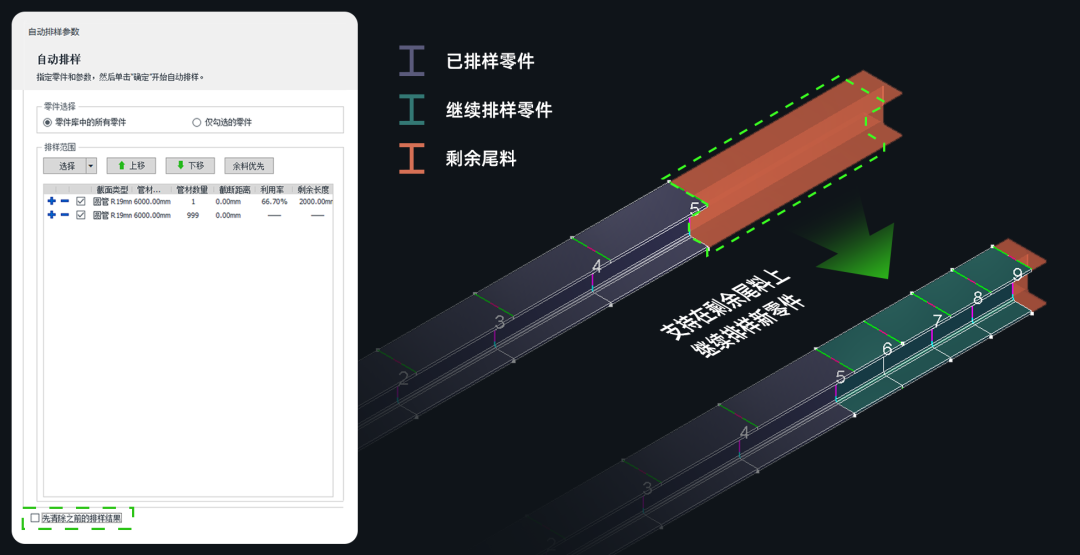
A folyamatos egymásba ágyazás már elérhető az automatikus egymásba ágyazás funkcióban. Ha a „korábbi beágyazási eredmények törlése” opció nincs kiválasztva, a felhasználók folytathatják a beágyazást a meglévő eredmények alapján, javítva ezzel a csőanyagok felhasználását.
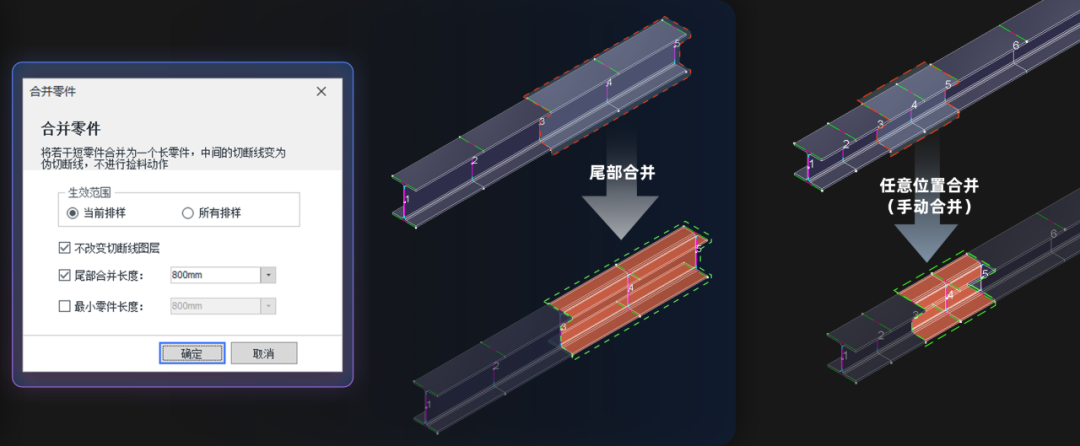
Az egyesített komponensek hatékony köre optimalizálva lett. Azokban a forgatókönyvekben, amikor a cső végén lévő egyes alkatrészeknek meg kell haladniuk egy bizonyos hosszúságot a megfelelő PLC művelet végrehajtásához a csővágó gép mechanikai szerkezetének követelményei miatt, a „komponensek összevonása” funkció használható több rövid komponens egyesítésére. hosszú komponens a feldolgozáshoz. A szoftver új verziója nem csak a komponensek automatikus összevonását támogatja, hanem lehetővé teszi a megadott komponensek manuális összevonását is. A felhasználók beállíthatják az effektív tartományt és módosíthatják a vágási vonal rétegét.
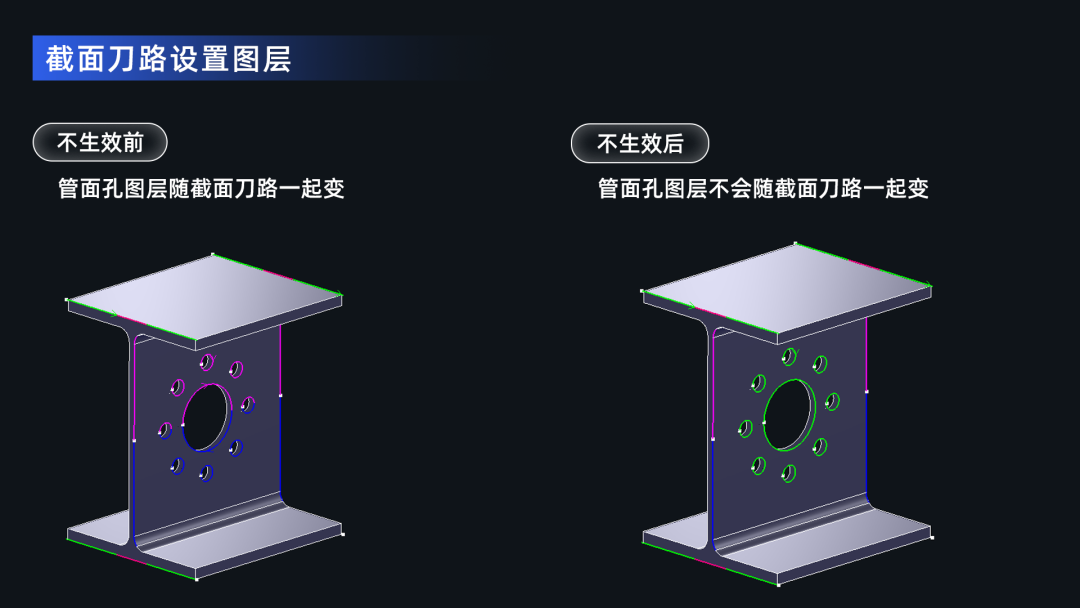
A metszetvágási útvonal most konfigurálható úgy, hogy kizárjon bizonyos rétegeket a folyamatkövetelmények alapján. A rendszer egy új rétegparaméter-konfigurációs funkciót vezet be, amely lehetővé teszi a felhasználók számára, hogy bizonyos rétegeket állítsanak be a csőfelületen, hogy azokat kizárják a szakasz vágási útvonalának létrehozásakor.
A „H-gerenda végfelület vágási út optimalizálás” funkciója továbbfejlesztett. A rendszer mostantól támogatja a H-gerenda végfelületének ferde vágási útvonalainak automatikus felismerését. Automatikusan módosíthatja a H-gerenda végfelületén lévő ferde és hegesztési furatok jellemzőit meghatározott vágási útvonalakra, csökkentve a kézi feldolgozásra fordított időt és javítva a gyártás hatékonyságát.
A 2D szerkesztő felület mostantól támogatja a burkoló grafika hozzáadását. Az új borítékolási funkció lehetővé teszi a felhasználók számára a DXF formátumú rajzok importálását, a rétegleképezés, a jelölőszöveg automatikus felismerésének, a 3D-s előnézeti képnek, a rögzítésnek és az elforgatásnak a támogatásával. A csőfelület köré tekert grafikák vágási útvonalként használhatók, lehetővé téve különféle minták, minták vagy művészi komponensek feldolgozását a csőfelületen.
A „Kontúrvektorok automatikus módosítása” funkció optimalizálva lett. Ha a vágófej egy H-gerenda R sarkához közelít, ha a karima deformálódik, de a vágófej nem lendül előre, akkor a karima és a vágófej távolsága kritikussá válik, ami befolyásolja a feldolgozást. A szoftver új verziója bevezeti a „lengési távolság” beállítást, amely lehetővé teszi, hogy a vágófej előre lendüljön az R sarok megközelítésekor, a beállított lengési távolság alapján, hogy elkerülje a karima deformálódását és biztosítsa a megfelelő vágást.
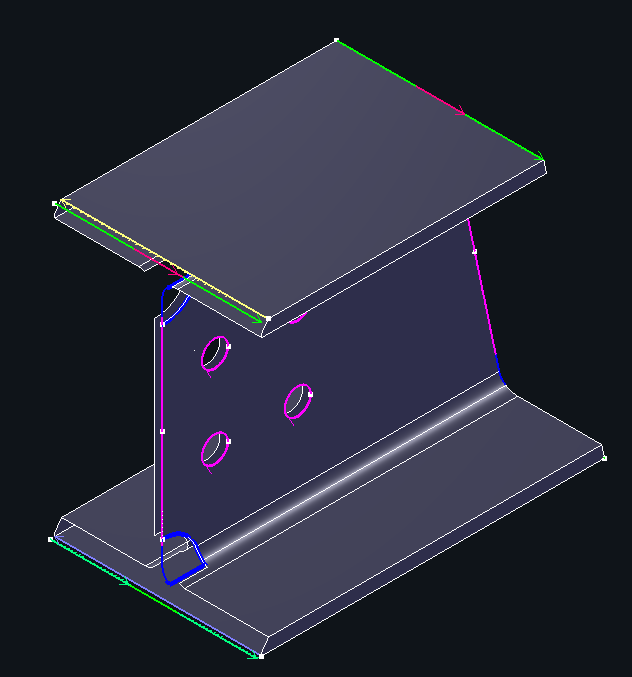
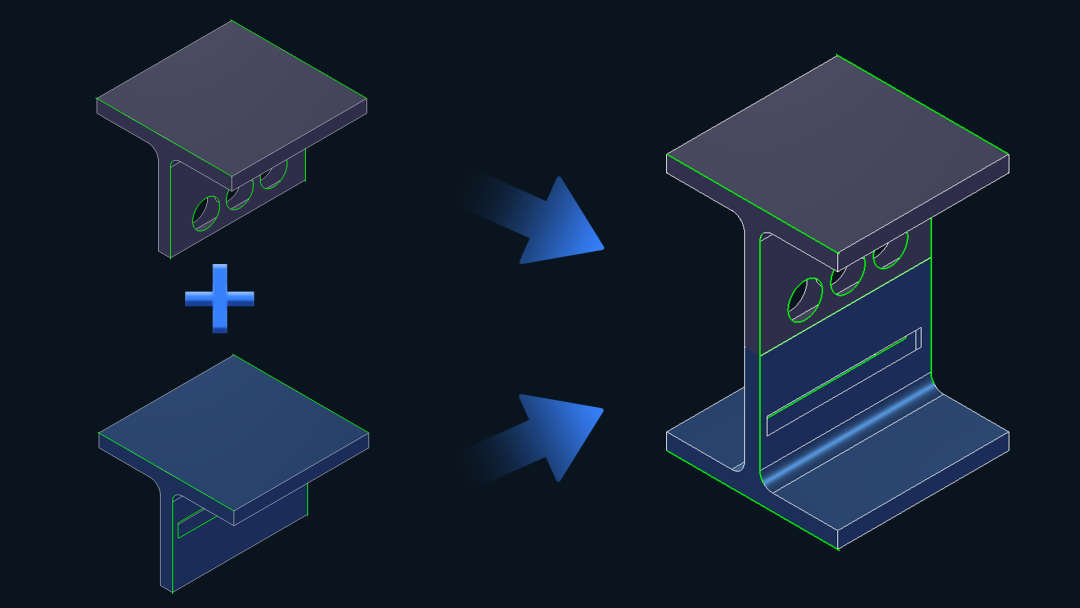
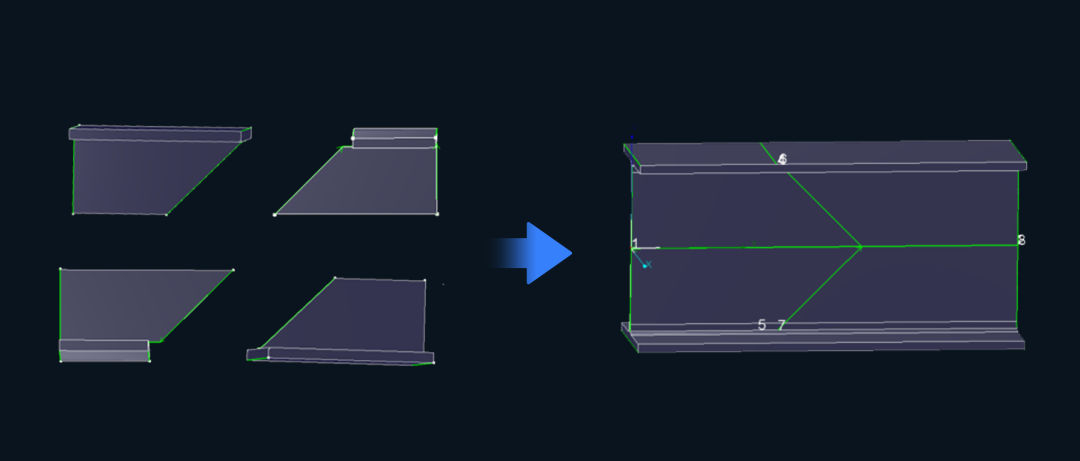
A rendszer most már támogatja a T-alakú acél alkatrészek I-gerendákba való egyesítését. A tényleges feldolgozás során, ha T alakú acél alkatrész rajzok érkeznek, de két T alakú acél alkatrészt kell feldolgozni egy H-tartón, az „I-beam összeolvadás” funkcióval javítható a szerkesztés hatékonysága. vágási utak és a termelés ütemezése.
A beágyazási funkció immár tartalmaz egy opciót a ferde vágási illesztésekhez. Ha a T-alakú alkatrészeket H-tartóba egyesítik, és a közepén egy vágóvonalat helyeznek el, a rendszer lehetővé teszi az automatikus beágyazódást ferde vagy egyenes vágási kötésekkel, ezáltal javítva a beágyazás kihasználását.
A rendszer bevezeti a „szerszámgép-feldolgozási (ferde) műveletek megjelenítése szimuláció során” funkciót. Ha engedélyezve van, a szimuláció megjeleníti a két tokmány műveleteit a feldolgozás során. Ha a tényleges feldolgozás ferde alkatrészeket tartalmaz, a szimuláció a ferde vágás műveleteit is megjeleníti, megkönnyítve a megfigyelést.
A rendszer mostantól támogatja az R szögek automatikus módosítását a T2T formátumú komponensekhez. Az új „T2T komponens R szögének módosítása” funkcióval az importált alkatrészek automatikusan módosíthatók, hogy megfeleljenek a kívánt R szögnek, így elkerülhető az átdolgozás vagy módosítás, ha az alkatrész R szöge nem egyezik a tényleges cső R szögével.