Uvod u industriju proizvodnje automobilskih dijelova

Dijelovi za vuču automobila obično se moraju obrađivati različitim strojevima kako bi se zadovoljili zahtjevi složenih oblika i visoke preciznosti. Uobičajena strojna oprema uključuje:
Područje primjene u industriji proizvodnje automobilskih dijelova

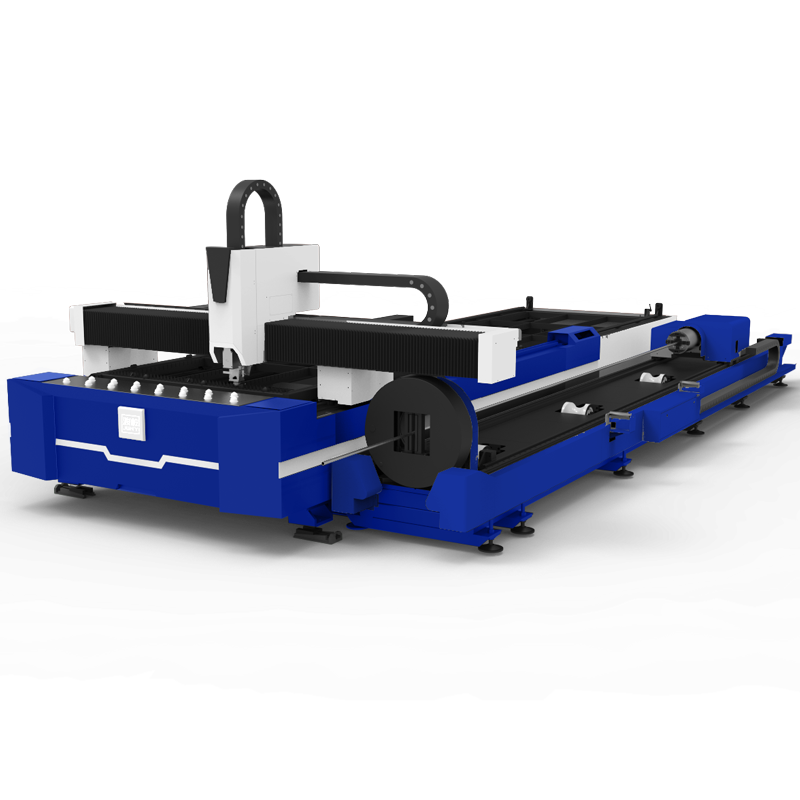

VF3015 standardni laserski rezač vlakana
Kombinacija preciznosti, svestranosti, učinkovitosti, isplativosti i kompatibilnosti s automatizacijom modela 3015 čini ga popularnim izborom za proizvodnju automobilskih dijelova.
Čitaj više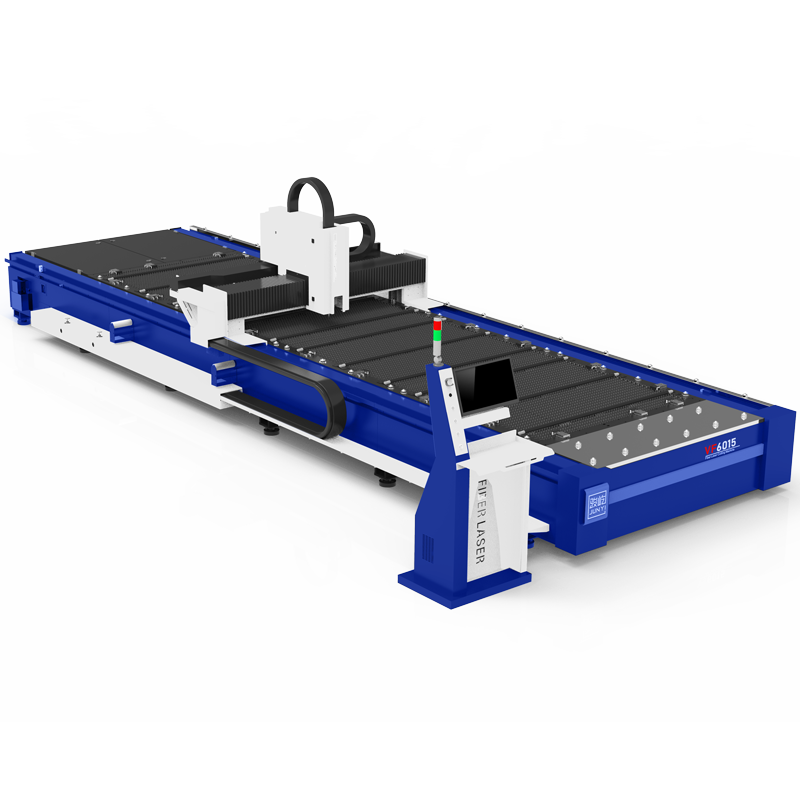
| Model | VF3015 | VF3015H |
| Radni prostor | 5*10 stopa (3000*1500 mm) | 5*10 stopa *2 (3000*1500 mm*2) |
| Veličina | 4500*2230*2100 mm | 8800*2300*2257 mm |
| Težina | 2500KG | 5000KG |
| Način ugradnje ormara | 1 set stroja: 20GP*1 2 kompleta stroja: 40HQ*1 3 kompleta stroja: 40HQ*1 (s 1 željeznim okvirom) 4 seta stroja: 40HQ*1 (s 2 željezna okvira) | 1 set stroja: 40HQ*1 1 set 3015H i 1 set 3015:40HQ*1 |
Uzorci automobilskih dijelova






Glavne prednosti stroja za lasersko rezanje vlakana 3015H

Junyi laserska oprema uistinu je otporna na prašinu. Gornji dio velike zaštitne školjke ima dizajn zatvarača negativnog tlaka. Ugrađena su 3 ventilatora koji se uključuju tijekom procesa rezanja. Dim i prašina koji se stvaraju tijekom procesa rezanja neće se prelijevati prema gore, a dim i prašina će se kretati prema dolje kako bi poboljšali uklanjanje prašine. Učinkovito postići zelenu proizvodnju i zaštititi zdravlje dišnog sustava radnika.

Ukupna veličina Junyi laserske opreme je: 8800*2300*2257 mm. Posebno je dizajniran za izvoz i može se izravno ugraditi u ormare bez uklanjanja velikog vanjskog kućišta. Nakon što oprema stigne na mjesto kupca, može se izravno spojiti na uzemljenje, čime se štedi vrijeme prijevoza i instalacije.

Junyi laserska oprema opremljena je LED svjetlosnim trakama iznutra, koje su dizajnirane prema međunarodnim markama prve linije. Prerada i proizvodnja također se mogu provoditi u mračnim okruženjima ili noću, što može produžiti radno vrijeme i smanjiti utjecaj okoliša na proizvodnju.

Srednji dio opreme dizajniran je s gumbom za promjenu platforme i prekidačem za zaustavljanje u nuždi. Usvaja lean menadžment rješenje. Radnici mogu raditi izravno u sredini opreme prilikom mijenjanja ploča, utovara i istovara materijala, poboljšavajući radnu učinkovitost.
Analiza troškova
VF3015-2000W laserski rezač:
| Predmeti | Rezanje nehrđajućeg čelika (1 mm) | Rezanje ugljičnog čelika (5 mm) |
| Naknada za struju | RMB13/h | RMB13/h |
| Troškovi rezanja pomoćnog plina | 1 RMB0/h (UKLJUČENO) | RMB14/Ho2) |
| Troškovi odstrrotectiveleća, mlaznica za rezanje | Ovisno o stvarnoj situaciji | Ovisno o stvarnoj situaciji5 RMB/h |
| Potpuno | RMBdvadeset tri/h | RMB27/h |
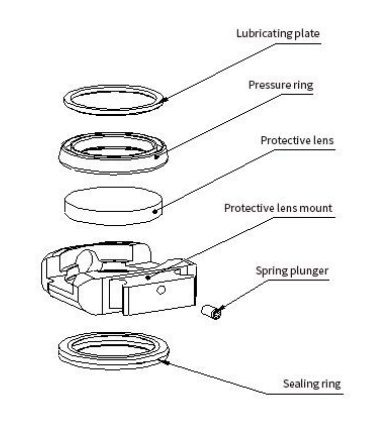
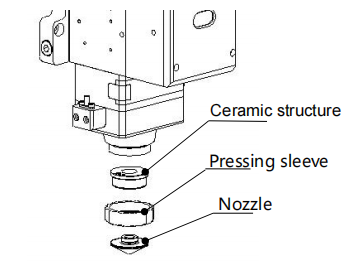
Održavanje zaštitnih leća
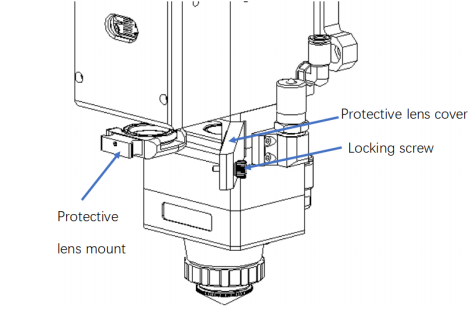

Uklanjanje i postavljanje leće