



परदा दीवार प्रसंस्करण उद्योग परिचय
पर्दा दीवार प्रसंस्करण उद्योग निर्माण उद्योग के भीतर एक महत्वपूर्ण क्षेत्र है, जो मुख्य रूप से वास्तुशिल्प पर्दा दीवार उत्पादों के प्रसंस्करण, निर्माण और स्थापना में लगा हुआ है।
पर्दे की दीवार एक इमारत की बाहरी दीवार के गैर-लोड-असर वाले हिस्से को संदर्भित करती है, जो आमतौर पर एल्यूमीनियम मिश्र धातु, कांच, पत्थर और धातु पैनल जैसी सामग्रियों से बनी होती है, जिसका उपयोग सजावट और थर्मल इन्सुलेशन के लिए किया जाता है।
पर्दे की दीवार प्रसंस्करण उद्योग में विभिन्न पर्दे की दीवार सामग्रियों का प्रसंस्करण और निर्माण शामिल है, जिसमें एल्यूमीनियम मिश्र धातु प्रोफाइल की कटाई, छिद्रण और वेल्डिंग, कांच की कटाई और प्रसंस्करण, पत्थर की कटाई और आकार देना और अन्य संबंधित गतिविधियां शामिल हैं। धातु पर्दा दीवारों के प्रसंस्करण के मामले में, उद्योग को पर्दा दीवार उत्पादों की सटीकता और गुणवत्ता सुनिश्चित करने के लिए सीएनसी मशीनिंग, झुकने, काटने, छिद्रण और छिड़काव जैसी विभिन्न प्रसंस्करण तकनीकों में विशेषज्ञता की आवश्यकता होती है।
पारंपरिक सीएनसी राउटर की कठिनाइयाँ
एल्यूमीनियम मिश्र धातु धातु पर्दा दीवार प्रसंस्करण के लिए, अधिकांश ग्राहक नीचे एल्यूमीनियम प्लेट के उत्पादन और प्रसंस्करण के लिए पारंपरिक सीएनसी उत्कीर्णन मशीन का उपयोग करते हैं3 मिमी, आम तौर पर चुनेंF4 काटने का उपकरण, जिससे तीन समस्याएं उत्पन्न करना आसान है।
1. जब सीएनसी उत्कीर्णन मशीन का काटने वाला सिर एल्यूमीनियम को संसाधित करता है, तो यह सीधे धातु सामग्री से संपर्क करेगा, और काटने वाला उपकरण नुकसान उत्पन्न करेगा, जो ग्राहक के लिए उपभोग्य लागत का उत्पादन करेगा।
2.काटने की प्रक्रिया में, F4 का उपकरण बगल की सामग्री को काट देगा, जिसके परिणामस्वरूप सामग्री की हानि होगी।
3. क्योंकि उत्कीर्णन मशीन का काटने का उपकरण केवल कोनों को गोल कर सकता है, जब धातु की पर्दे की दीवार में चौकोर आकार की खोखली मांग होती है, तो इसे समकोण पर नहीं काटा जा सकता है, जो पर्दे की दीवार के तैयार प्रभाव को सीमित करता है।
01020304
पर्दा दीवार प्रसंस्करण उद्योग के लिए समाधान योजना

पर्दा दीवार उद्योग के लिए, हम ग्राहक को फाइबर लेजर कटर चुनने का सुझाव देते हैं।
लेजर कटिंग मशीन लेजर बीम के माध्यम से उच्च ऊर्जा घनत्व के साथ एक लेजर बीम का उत्पादन करती है, लेजर बीम वर्कपीस की सतह पर केंद्रित होती है, लेजर बीम की उच्च ऊर्जा घनत्व सामग्री को स्थानीय रूप से गर्म, पिघला या वाष्पीकृत करती है, ताकि प्राप्त किया जा सके काटना, उत्कीर्णन या ड्रिलिंग और अन्य प्रसंस्करण उद्देश्य।
लेजर कटिंग मशीन के कार्य सिद्धांत के अनुसार, हम समझ सकते हैं कि लेजर उपकरण ग्राहकों की तीन प्रसंस्करण समस्याओं को प्रभावी ढंग से हल कर सकता है।
1. लेजर कटिंग मशीन की बीम सीधे धातु सामग्री से संपर्क नहीं करती है, उपकरण के नुकसान की कोई समस्या नहीं होगी, जिससे उपयोग की लागत प्रभावी रूप से कम हो जाएगी;
2. लेजर कटिंग बीम फोकस करने के बाद अधिक केंद्रित होती है, स्लिट छोटी होती है, और सामग्री की हानि और बर्बादी कम होती है;
3. तेज कोनों को काटते समय, यह अपेक्षित कटिंग प्रभाव को अधिकतम करने के लिए कटिंग ग्राफिक्स के अनुसार प्रभावी ढंग से प्रक्रिया कर सकता है।


VF6025H लेजर कटर का ग्राहक गवाह


VF6025H फाइबर लेजर कटर का विवरण
√ एंटी-हाई रिफ्लेक्टिविटी के साथ पेशेवर लेजर
√ 1.2G त्वरण उड़ान काटने के प्रभाव को प्राप्त कर सकता है
√उच्च सुरक्षा कारक, वैकल्पिक लाल बत्ती झंझरी
√CE प्रमाणीकरण, सबसे अधिक बिकने वाला यूरोपीय और अमेरिकी बाज़ार
√वैकल्पिक अंकन और डबल हेड काटना
लेजर कटर VF6025H का भविष्य का विकास
उत्कीर्णन मशीन की तुलना में मल्टी-लेयर एल्यूमीनियम प्लेट सुपरपोजिशन को सीधे काटा जा सकता है, लेजर कटिंग मशीन सुपरपोजिशन कटिंग को प्राप्त नहीं कर सकती है, कुशल प्रसंस्करण को बेहतर ढंग से प्राप्त करने के लिए, स्वचालित कटिंग प्राप्त करने के लिए कॉइल ओपन स्क्रीन डिवाइस से लैस किया जाएगा।
यदि आप ओपन स्क्रीन कॉइल स्वचालित फीडिंग और कटिंग डिवाइस के बारे में अधिक जानना चाहते हैं, तो आप इस उत्पाद श्रृंखला का संदर्भ ले सकते हैं:
काटने के प्रभाव के प्रभाव कारक
· लेजर स्रोत: बीम तरंग दैर्ध्य, स्पॉट ऊर्जा वितरण, बीम गुणवत्ता, विचलन कोण, फाइबर कोर व्यास, आदि;
·प्रक्रिया पैरामीटर: गति, शक्ति, वायु दबाव, काटने की ऊँचाई, फोकस, नोजल का आकार और प्रकार और गोलाई, सीसे की स्थिति, आर्क चैम्फरिंग, आदि;
·काटने का क्रम: ग्राफिक लेआउट रिक्ति, वेध अनुक्रम, काटने का क्रम, आदि;
·बाहरी स्थितियाँ: गैस शुद्धता, दबाव, स्थिरता;
·प्लेट की स्थिति: प्लेट मॉडल, प्लेट जंग की डिग्री, प्लेट समतलता;
·कटिंग हेड स्थिति: कोलिमेशन/फोकस अनुपात, चाहे लेंस दूषित हो, कटिंग हेड वर्टिकलिटी, कटिंग हेड स्थिरता;
·मशीन उपकरण की स्थिति: मशीन उपकरण त्वरण, परिचालन स्थिरता, भार वहन प्रदर्शन, दीर्घकालिक उपयोग विरूपण, आदि;
·कटिंग सिस्टम: सिस्टम प्रतिक्रिया गति, सिस्टम कार्यक्षमता, सिस्टम स्थिरता;
| कटिंग प्रकार और लेजर पावर ट्रेंड टेबल | ||
| सामग्री | सहायक गैस | लेजर शक्ति |
| कार्बन स्टील चमकदार कटिंग | O2 | 1. शक्ति जितनी अधिक होगी, चमकदार सतह काटने की मोटाई उतनी ही अधिक होगी; 2. प्लेट की मोटाई निश्चित है, और चमकदार सतह काटने के लिए एक शक्ति सीमा है। यदि यह बहुत छोटा है, तो चमकदार सतह काटने को प्राप्त नहीं किया जा सकता है, और यदि शक्ति बहुत बड़ी है, तो काटने की गुणवत्ता और दक्षता में सुधार नहीं किया जाएगा; 3. शक्ति जितनी अधिक होगी, मोटी प्लेटों की वेध गति उतनी ही तेज होगी, और विस्फोट छिद्रों की घटना कम हो जाएगी; |
| कार्बन स्टील फ्रॉस्टेड कटिंग | O2 | 1. प्लेट की मोटाई निश्चित होती है. फ्रॉस्टेड सतह काटने के लिए एक शक्ति सीमा होती है। यदि यह बहुत छोटा है, तो काटना संभव नहीं है। यदि शक्ति बहुत अधिक है, तो काटने की पूरी सतह पिघल जाएगी। यदि कटिंग सीम बहुत बड़ा है, तो अच्छी कटिंग गुणवत्ता प्राप्त नहीं होगी; 2. शक्ति जितनी अधिक होगी, मोटी प्लेटों की वेध गति उतनी ही तेज होगी, और विस्फोट छिद्रों की घटना कम हो जाएगी; |
| स्टेनलेस स्टील/एल्यूमीनियम मिश्र धातु/तांबा मिश्र धातु, आदि। | एन2/वायु | 1. जैसे-जैसे लेज़र की शक्ति बढ़ती है, प्रत्येक प्लेट की मोटाई की काटने की दक्षता ऊपर की ओर बढ़ती हुई दिखाई देती है; 2. जैसे-जैसे लेजर की शक्ति बढ़ती है, काटने की मोटाई बढ़ती है, और स्लैग लटकने की घटना कम या समाप्त हो जाती है; 3. शक्ति जितनी अधिक होगी, मोटी प्लेटों की वेध गति उतनी ही तेज होगी, और विस्फोट छिद्रों की घटना कम हो जाएगी; |
01020304
नोजल स्थिति
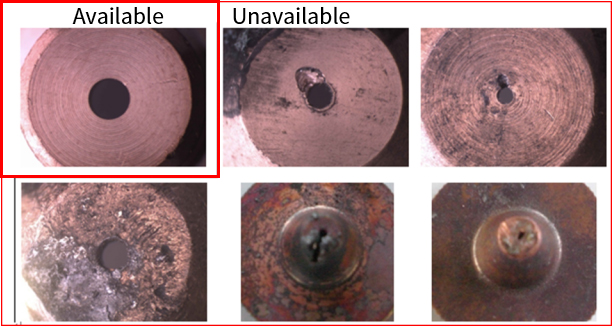
नोजल का केंद्र लेजर के केंद्र के साथ समाक्षीय नहीं है, नोजल विकृत है, या नोजल पर पिघले हुए दाग हैं।
जब काटने वाली गैस बाहर निकल जाती है, तो गैस का उत्पादन असमान होगा, जिससे काटने वाले हिस्से के लिए एक तरफ पिघले हुए दाग होना आसान हो जाएगा, लेकिन दूसरी तरफ नहीं। मोटी प्लेटों का गंभीर प्रभाव पड़ेगा, जिससे कभी-कभी काटना असंभव हो जाएगा;
तेज कोनों या छोटे कोणों से वर्कपीस काटते समय, स्थानीय अति-पिघलने की संभावना होती है;
काटने से पहले छिद्रण करते समय, छिद्रण अस्थिर होता है, प्रवेश की स्थिति को समझना मुश्किल होता है, और समय को नियंत्रित करना मुश्किल होता है;
सुरक्षात्मक लेंस स्थिति
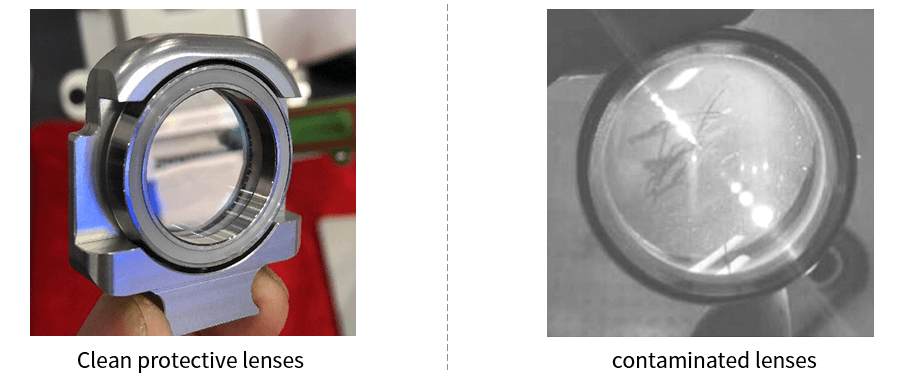
1. दर्पण पर खरोंच से बचने के लिए ऑप्टिकल लेंस (रिफ्लेक्टर, फोकसिंग दर्पण आदि) की सतह को सीधे अपने हाथों से न छुएं। यदि दर्पण पर तेल के दाग या धूल हो तो लेंस को समय रहते साफ कर लेना चाहिए;
2. लेंस को अंधेरी और नमी वाली जगह पर न रखें, क्योंकि इससे लेंस की सतह पुरानी हो जाएगी।
3. यदि लेंस की सतह धूल, गंदगी या जल वाष्प से सना हुआ है, तो लेजर प्रकाश को अवशोषित करना और लेंस कोटिंग को नुकसान पहुंचाना आसान है; कम से कम यह लेजर बीम की गुणवत्ता को प्रभावित करेगा, और सबसे बुरी स्थिति में, कोई लेजर बीम उत्पन्न नहीं होगा।
4. जब लेंस क्षतिग्रस्त हो, तो आपको समय पर मरम्मत के लिए जुनी लेजर बिक्री उपरांत सेवा विभाग से संपर्क करना चाहिए। क्षतिग्रस्त लेंस का उपयोग न करने का प्रयास करें, अन्यथा इससे लेंस की क्षति में तेजी आएगी जिसे ठीक किया जा सकता है।
5. रिफ्लेक्टर या फोकसिंग मिरर को स्थापित या प्रतिस्थापित करते समय, बहुत अधिक दबाव का उपयोग न करें, अन्यथा इससे लेंस ख़राब हो जाएगा, जिससे बीम की गुणवत्ता प्रभावित होगी।
जब लेजर एल्यूमीनियम मिश्र धातु को काटता है, तो एल्यूमीनियम मिश्र धातु की उच्च प्रकाश परावर्तनशीलता के कारण, अधिकांश लेजर किरणें प्रतिबिंबित होंगी, जिसके परिणामस्वरूप अपर्याप्त ऊर्जा और खराब प्रसंस्करण परिणाम होंगे। जब लेजर कटिंग एल्यूमीनियम मिश्र धातु, प्रसंस्करण प्रभाव को निम्नलिखित तरीकों से सुधारा जा सकता है:
1.उपयुक्त लेजर चुनें: फाइबर लेजर का उपयोग मुख्य रूप से धातु काटने के लिए किया जाता है। फाइबर लेजर को क्रिस्टल फाइबर लेजर, दुर्लभ पृथ्वी फाइबर लेजर, रेट्रोरफ्लेक्टिव रेजोनेंट कैविटीज, डीबीआर ऑप्टिकल रेजोनेंस आदि में विभाजित किया जा सकता है। विभिन्न उत्तेजना सामग्री और रेजोनेंट कैविटी संरचनाओं के अनुसार, हमें विभिन्न प्रकार के एल्यूमीनियम के लिए एंटी-हाई रिफ्लेक्शन लेजर चुनने की जरूरत है। मिश्र। उदाहरण के लिए, यदि हम MAX लेज़र से सुसज्जित हैं, तो कनेक्टर G5 होना चाहिए।

2. लेजर मापदंडों को समायोजित करें: लेजर पैरामीटर लेजर कटिंग को प्रभावित करने वाले सबसे महत्वपूर्ण कारकों में से एक हैं। कार्बन स्टील और अन्य धातुओं की तुलना में, एल्यूमीनियम मिश्र धातुओं को काटने के लिए उच्च शक्ति की आवश्यकता होती है, और पल्स आवृत्ति जैसे मापदंडों को भी संसाधित एल्यूमीनियम मिश्र धातु के गुणों के अनुसार समायोजित करने की आवश्यकता होती है, इसके अलावा, विभिन्न मोटाई के एल्यूमीनियम मिश्र धातुओं को भी फोकस के समायोजन की आवश्यकता होती है। और गति.
3. सहायक गैस: लेजर कटिंग प्रसंस्करण में, सहायक गैस काटने की गति को बढ़ाने, ऑक्सीकरण प्रतिक्रिया और गर्मी प्रभावित क्षेत्र को कम करने में मदद कर सकती है, और एक ही समय में पिघले हुए स्लैग को उड़ा सकती है।
4.कोटिंग: जब लेजर एल्यूमीनियम मिश्र धातु को काटता है, तो आप एल्यूमीनियम मिश्र धातु की सतह पर विशेष रंगद्रव्य या कोटिंग लगाकर सतह की प्रकाश परावर्तनशीलता को बढ़ा सकते हैं, जिससे लेजर काटने के प्रभाव में सुधार होता है।
VF6025H फाइबर लेजर कटिंग मशीन का वीडियो