



Introduction à l’industrie de traitement des murs-rideaux
L'industrie de transformation des murs-rideaux est un secteur important au sein de l'industrie de la construction, dont l'activité principale est la transformation, la fabrication et l'installation de produits de murs-rideaux architecturaux.
Un mur-rideau fait référence à la partie non porteuse du mur extérieur d'un bâtiment, généralement composée de matériaux tels que des panneaux en alliage d'aluminium, en verre, en pierre et en métal, utilisés pour la décoration et l'isolation thermique.
L'industrie de transformation des murs-rideaux implique le traitement et la fabrication de divers matériaux pour murs-rideaux, notamment la découpe, le poinçonnage et le soudage de profilés en alliage d'aluminium, la découpe et le traitement du verre, la découpe et le façonnage de la pierre et d'autres activités connexes. Dans le cas du traitement des murs-rideaux métalliques, l'industrie nécessite une expertise dans diverses techniques de traitement telles que l'usinage CNC, le pliage, la découpe, le poinçonnage et la pulvérisation, pour garantir la précision et la qualité des produits de murs-rideaux.
Difficultés du routeur CNC traditionnel
Pour le traitement des murs-rideaux en alliage d'aluminium, la plupart des clients utilisent la machine de gravure CNC traditionnelle pour produire et traiter la plaque d'aluminium ci-dessous.3 mm, choisissez généralementOutil de coupe F4, ce qui est facile à produire trois problèmes.
1. Lorsque la tête de coupe de la machine de gravure CNC traite l'aluminium, elle entrera directement en contact avec le matériau métallique et l'outil de coupe produira une perte, ce qui entraînera un coût consommable pour le client.
2. Lors du processus de coupe, l'outil F4 coupera le matériau à côté, entraînant une perte de matériau.
3.Étant donné que l'outil de coupe de la machine à graver ne peut arrondir que les coins, lorsque le mur-rideau en métal présente une demande de creux de forme carrée, il ne peut pas être coupé à angle droit, ce qui limite l'effet fini du mur-rideau.
01020304
Plan de solution pour l'industrie de transformation des murs-rideaux

Quant à l’industrie des murs-rideaux, nous suggérons au client de choisir la découpeuse laser à fibre.
La machine de découpe laser produit un faisceau laser à haute densité d'énergie à travers le faisceau laser, le faisceau laser est focalisé sur la surface de la pièce, la densité d'énergie élevée du faisceau laser rend le matériau chauffé, fondu ou vaporisé localement, de manière à obtenir découpe, gravure ou perçage et autres fins de traitement.
Selon le principe de fonctionnement de la machine de découpe laser, nous pouvons comprendre que l'équipement laser peut résoudre efficacement les trois problèmes de traitement des clients.
1. Le faisceau de la machine de découpe laser n'entre pas directement en contact avec le matériau métallique, il n'y aura aucun problème de perte d'outil, réduisant efficacement le coût d'utilisation ;
2. Le faisceau de découpe laser est plus concentré après la mise au point, la fente est plus petite et la perte et le gaspillage de matériaux sont moindres ;
3. Lors de la coupe d'angles vifs, il peut traiter efficacement selon les graphiques de coupe pour maximiser l'effet de coupe attendu.


Témoin client de la découpeuse laser VF6025H
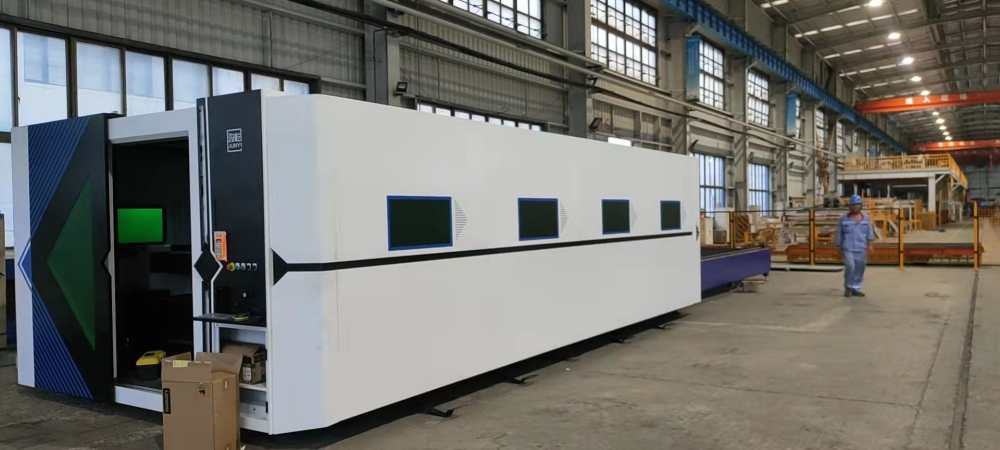


Détails du découpeur laser à fibre VF6025H
√ Laser professionnel anti-haute réflectivité
√ L'accélération de 1,2 G peut obtenir l'effet de coupe volante
√Facteur de sécurité élevé, grille de lumière rouge en option
√Certification CE, best-seller sur les marchés européens et américains
√Double tête de marquage et de découpe en option
Développement futur de la découpeuse laser VF6025H
Par rapport à la machine de gravure qui peut couper directement la superposition de plaques d'aluminium multicouches, la machine de découpe laser ne peut pas réaliser une découpe par superposition, afin de mieux réaliser un traitement efficace, elle sera équipée d'un dispositif à écran ouvert en bobine pour réaliser une découpe automatique.
Si vous souhaitez en savoir plus sur le dispositif d'alimentation et de découpe automatique de bobines à écran ouvert, vous pouvez vous référer à cette série de produits :
Facteurs d’influence de l’effet de coupe
· Source laser : longueur d'onde du faisceau, distribution d'énergie ponctuelle, qualité du faisceau, angle de divergence, diamètre du noyau de la fibre, etc. ;
·Paramètres du processus : vitesse, puissance, pression d'air, hauteur de coupe, mise au point, taille et type de buse et rondeur, état du fil, chanfreinage de l'arc, etc. ;
·Séquence de découpe : espacement de la disposition graphique, séquence de perforation, séquence de découpe, etc. ;
·Conditions externes : pureté du gaz, pression, stabilité ;
·État de la plaque : modèle de plaque, degré de rouille de la plaque, planéité de la plaque ;
·État de la tête de coupe : rapport collimation/mise au point, si la lentille est contaminée, verticalité de la tête de coupe, stabilité de la tête de coupe ;
·Conditions de la machine-outil : accélération de la machine-outil, stabilité de fonctionnement, performances portantes, déformation d'utilisation à long terme, etc. ;
·Système de coupe : vitesse de réponse du système, fonctionnalité du système, stabilité du système ;
| Tableau de tendance des types de découpe et de la puissance laser | ||
| Matériel | Gaz auxiliaire | Puissance laser |
| Coupe brillante en acier au carbone | O2 | 1. Plus la puissance est élevée, plus l'épaisseur de coupe de la surface brillante est épaisse ; 2. L'épaisseur de la plaque est certaine et il existe une plage de puissance pour la découpe de surfaces brillantes. S'il est trop petit, une coupe de surface brillante ne peut pas être obtenue, et si la puissance est trop grande, la qualité et l'efficacité de coupe ne seront pas améliorées ; 3. Plus la puissance est élevée, plus la vitesse de perforation des plaques épaisses est rapide et le phénomène de trous de souffle sera réduit ; |
| Coupe dépolie en acier au carbone | O2 | 1. L’épaisseur de la plaque est certaine. Il existe une plage de puissance pour la découpe de surfaces givrées. S'il est trop petit, la découpe ne pourra pas être réalisée. Si la puissance est trop importante, toute la surface de coupe fondra. Si le joint de coupe est trop grand, une bonne qualité de coupe ne sera pas obtenue ; 2. Plus la puissance est élevée, plus la vitesse de perforation des plaques épaisses est rapide et le phénomène de trous de souffle sera réduit ; |
| Acier inoxydable/alliage d'aluminium/alliage de cuivre, etc. | N2/Air | 1. À mesure que la puissance du laser augmente, l’efficacité de découpe de chaque épaisseur de plaque montre une tendance à la hausse ; 2. À mesure que la puissance du laser augmente, l'épaisseur de coupe augmente et le phénomène de suspension des scories est réduit ou éliminé ; 3. Plus la puissance est élevée, plus la vitesse de perforation des plaques épaisses est rapide et le phénomène de trous de souffle sera réduit ; |
01020304
État de la buse
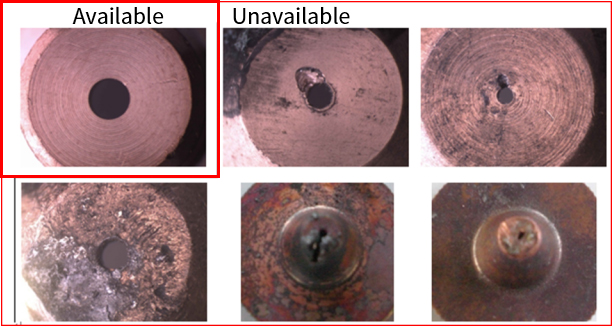
Le centre de la buse n'est pas coaxial au centre du laser, la buse est déformée ou il y a des taches de fusion sur la buse.
Lorsque le gaz de coupe est soufflé, la sortie de gaz sera inégale, ce qui permettra à la section de coupe d'avoir plus facilement des taches de fusion d'un côté mais pas de l'autre. Les plaques épaisses auront un impact sérieux, rendant parfois impossible leur découpe ;
Lors de la coupe de pièces présentant des angles vifs ou de petits angles, une fusion excessive locale est susceptible de se produire ;
Lors de la perforation avant découpe, la perforation est instable, les conditions de pénétration sont difficiles à saisir, et le temps est difficile à contrôler ;
Statut de la lentille de protection
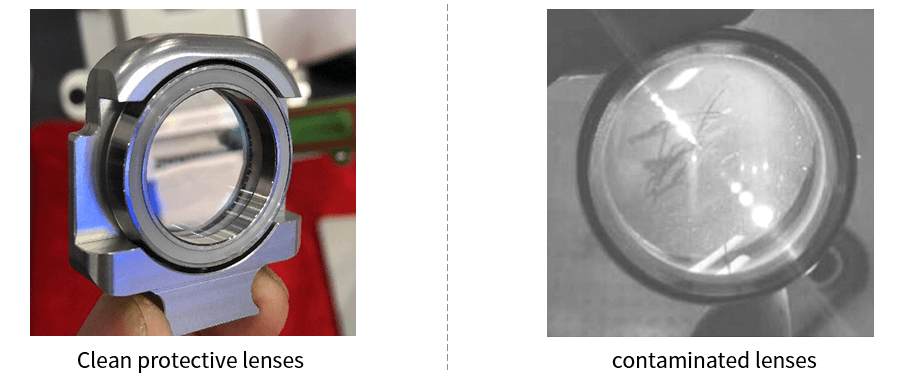
1. Ne touchez pas la surface des lentilles optiques (réflecteurs, miroirs de focalisation, etc.) directement avec vos mains pour éviter de rayer le miroir. S'il y a des taches d'huile ou de la poussière sur le miroir, l'objectif doit être nettoyé à temps ;
2. Ne placez pas la lentille dans un endroit sombre et humide, car cela ferait vieillir la surface de la lentille.
3. Si la surface de la lentille est tachée de poussière, de saleté ou de vapeur d'eau, il est facile d'absorber la lumière laser et d'endommager le revêtement de la lentille ; au moins cela affectera la qualité du faisceau laser, et au pire, aucun faisceau laser ne sera généré.
4. Lorsque la lentille est endommagée, vous devez contacter le service après-vente Junyi Laser pour une réparation à temps. Essayez de ne pas utiliser l'objectif endommagé, sinon cela accélérerait les dommages à l'objectif qui peuvent être réparés.
5. Lors de l'installation ou du remplacement du réflecteur ou du miroir de focalisation, n'utilisez pas trop de pression, sinon la lentille se déformerait, affectant ainsi la qualité du faisceau.
Lors de la découpe laser d'un alliage d'aluminium, en raison de la réflectivité élevée de la lumière de l'alliage d'aluminium lui-même, la majeure partie du faisceau laser sera réfléchie, ce qui entraînera une énergie insuffisante et de mauvais résultats de traitement. Lors de la découpe laser d'un alliage d'aluminium, l'effet de traitement peut être amélioré des manières suivantes :
1. Choisissez le laser approprié : Les lasers à fibre sont principalement utilisés pour couper le métal. Les lasers à fibre peuvent être divisés en lasers à fibre de cristal, lasers à fibre de terres rares, cavités résonantes rétroréfléchissantes, résonances optiques DBR, etc. en fonction des différents matériaux d'excitation et des structures de cavité résonante, nous devons choisir des lasers anti-haute réflexion pour différents types d'aluminium. alliages. Par exemple, si nous sommes équipés d'un laser MAX, le connecteur doit être G5.

2. Ajustez les paramètres laser : Les paramètres laser sont l’un des facteurs les plus importants affectant la découpe laser. Par rapport à l'acier au carbone et à d'autres métaux, la coupe des alliages d'aluminium nécessite une puissance plus élevée et des paramètres tels que la fréquence d'impulsion doivent également être ajustés en fonction des propriétés de l'alliage d'aluminium traité. De plus, les alliages d'aluminium de différentes épaisseurs nécessitent également un ajustement de la mise au point. et la vitesse.
3. Gaz auxiliaire : lors du traitement de découpe laser, le gaz auxiliaire peut aider à augmenter la vitesse de découpe, à réduire la réaction d'oxydation et la zone affectée par la chaleur, et à éliminer en même temps les scories fondues.
4. Revêtement : lors de la découpe laser d'un alliage d'aluminium, vous pouvez augmenter la réflectivité lumineuse de la surface en appliquant des pigments spéciaux ou un revêtement sur la surface de l'alliage d'aluminium, améliorant ainsi l'effet de découpe laser.
Vidéo de la machine de découpe laser à fibre VF6025H