



معرفی صنعت پردازش دیوار پرده
صنعت پردازش دیوار پرده بخش مهمی در صنعت ساخت و ساز است که عمدتاً در پردازش، ساخت و نصب محصولات پرده وال معماری مشغول است.
دیوار پرده به بخش غیر باربر دیوار خارجی ساختمان گفته می شود که معمولاً از موادی مانند آلیاژ آلومینیوم، شیشه، سنگ و پانل های فلزی تشکیل شده است که برای تزئین و عایق حرارتی استفاده می شود.
صنعت پردازش دیوار پرده شامل پردازش و ساخت انواع مواد دیوار پرده از جمله برش، پانچ و جوش پروفیل های آلیاژ آلومینیوم، برش و پردازش شیشه، برش و شکل دادن به سنگ و سایر فعالیت های مرتبط است. در مورد پردازش دیوارهای پرده فلزی، صنعت به تخصص در تکنیک های مختلف پردازش مانند ماشینکاری CNC، خمش، برش، پانچ و پاشش نیاز دارد تا از دقت و کیفیت محصولات کرتین وال اطمینان حاصل شود.
مشکلات روتر CNC سنتی
برای پردازش دیوار پرده فلزی آلیاژ آلومینیوم، اکثر مشتریان از دستگاه حکاکی سنتی CNC برای تولید و پردازش برای صفحه آلومینیومی زیر استفاده می کنند.3 میلی متر، به طور کلی انتخاب کنیدابزار برش F4، که تولید سه مشکل آسان است.
1. هنگامی که سر برش دستگاه حکاکی CNC آلومینیوم را پردازش می کند، مستقیماً با مواد فلزی تماس می گیرد و ابزار برش ضرر تولید می کند که هزینه مصرفی برای مشتری ایجاد می کند.
2. در فرآیند برش، ابزار F4 مواد کنار خود را برش می دهد و در نتیجه مواد را از دست می دهد.
3. از آنجایی که ابزار برش دستگاه حکاکی فقط می تواند گوشه ها را گرد کند، هنگامی که دیوار پرده فلزی تقاضای توخالی شکل مربع را دارد، نمی توان آن را در یک زاویه راست برش داد، که اثر نهایی دیوار پرده را محدود می کند.
01020304
طرح راه حل برای صنعت پردازش دیوار پرده

در مورد صنعت کرتین وال، انتخاب دستگاه برش لیزری فیبر را به مشتری پیشنهاد می کنیم.
دستگاه برش لیزر یک پرتو لیزر با چگالی انرژی بالا را از طریق پرتو لیزر تولید می کند، پرتو لیزر بر روی سطح قطعه کار متمرکز می شود، چگالی انرژی بالای پرتو لیزر باعث می شود که مواد به طور موضعی گرم، ذوب یا تبخیر شوند تا به دست آید. برش، حکاکی یا حفاری و سایر اهداف پردازش.
با توجه به اصل کار دستگاه برش لیزری، می توانیم درک کنیم که تجهیزات لیزری می تواند به طور موثر سه مشکل پردازش مشتریان را حل کند.
1. پرتو دستگاه برش لیزر به طور مستقیم با مواد فلزی تماس نمی گیرد، مشکلی از دست دادن ابزار وجود نخواهد داشت و به طور موثر هزینه استفاده را کاهش می دهد.
2. پرتو برش لیزر پس از تمرکز بیشتر متمرکز می شود، شکاف کوچکتر است و اتلاف مواد و ضایعات کمتر است.
3. هنگام برش گوشه های تیز، می تواند به طور موثر مطابق با گرافیک برش پردازش کند تا اثر برش مورد انتظار را به حداکثر برساند.


شاهد مشتری برش لیزری VF6025H
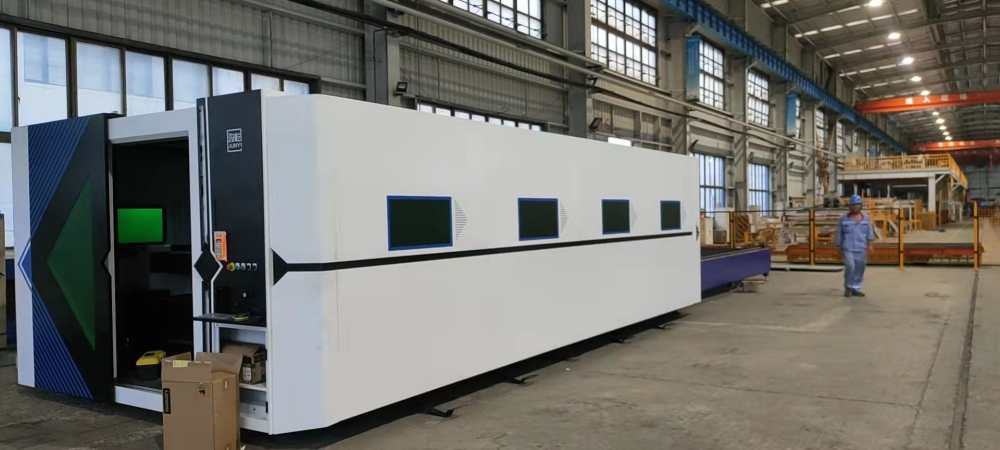


جزئیات برش لیزری فیبر VF6025H
√ لیزر حرفه ای با ضد بازتاب بالا
√ شتاب 1.2G می تواند به اثر برش پرواز دست یابد
√ضریب ایمنی بالا، توری نور قرمز اختیاری
√گواهینامه CE، پرفروش ترین بازارهای اروپا و آمریکا
√علامت گذاری و برش سر دوتایی اختیاری
توسعه آینده برش لیزری VF6025H
در مقایسه با دستگاه حکاکی می تواند به طور مستقیم برش برهم نهی صفحه آلومینیومی چند لایه، دستگاه برش لیزری نمی تواند به برش برهم نهی دست یابد، به منظور دستیابی بهتر به پردازش کارآمد، مجهز به دستگاه صفحه نمایش باز سیم پیچ برای دستیابی به برش خودکار خواهد بود.
اگر می خواهید در مورد دستگاه تغذیه و برش خودکار کویل صفحه نمایش باز بیشتر بدانید می توانید به این سری محصول مراجعه کنید:
عوامل موثر بر اثر برش
· منبع لیزر: طول موج پرتو، توزیع انرژی نقطه ای، کیفیت پرتو، زاویه واگرایی، قطر هسته فیبر و غیره.
·پارامترهای فرآیند: سرعت، قدرت، فشار هوا، ارتفاع برش، فوکوس، اندازه و نوع نازل و گرد بودن، وضعیت سرب، پخ قوس و غیره؛
·دنباله برش: فاصله طرح گرافیکی، دنباله سوراخ، ترتیب برش و غیره؛
·شرایط خارجی: خلوص گاز، فشار، ثبات؛
·وضعیت صفحه: مدل صفحه، درجه زنگ زدگی صفحه، صافی صفحه.
·وضعیت سر برش: نسبت کولیماسیون/فوکوس، آلوده بودن لنز، عمودی بودن سر برش، ثبات سر برش.
·شرایط ماشین ابزار: شتاب ماشین ابزار، پایداری عملیاتی، عملکرد تحمل بار، تغییر شکل استفاده طولانی مدت و غیره؛
·سیستم برش: سرعت پاسخ سیستم، عملکرد سیستم، ثبات سیستم.
| جدول روند نوع برش و توان لیزر | ||
| مواد | گاز کمکی | قدرت لیزر |
| برش روشن فولاد کربن | O2 | 1. هر چه قدرت بالاتر باشد، ضخامت برش سطح روشن ضخیم تر است. 2. ضخامت صفحه مشخص است و محدوده قدرت برای برش سطح روشن وجود دارد. اگر خیلی کوچک باشد، نمی توان برش سطح روشن را به دست آورد، و اگر قدرت خیلی زیاد باشد، کیفیت و کارایی برش بهبود نمی یابد. 3. هر چه قدرت بیشتر باشد، سرعت سوراخ شدن صفحات ضخیم بیشتر می شود و پدیده انفجار سوراخ ها کاهش می یابد. |
| برش مات فولاد کربنی | O2 | 1. ضخامت صفحه مشخص است. محدوده قدرت برای برش سطوح مات وجود دارد. اگر خیلی کوچک باشد، برش امکان پذیر نیست. اگر قدرت خیلی زیاد باشد، کل سطح برش ذوب می شود. اگر درز برش بیش از حد بزرگ باشد، کیفیت برش خوب به دست نمی آید. 2. هر چه قدرت بیشتر باشد، سرعت سوراخ شدن صفحات ضخیم بیشتر می شود و پدیده انفجار سوراخ ها کاهش می یابد. |
| فولاد ضد زنگ / آلیاژ آلومینیوم / آلیاژ مس و غیره | N2 / هوا | 1. با افزایش قدرت لیزر، راندمان برش ضخامت هر صفحه روند صعودی را نشان می دهد. 2. با افزایش قدرت لیزر، ضخامت برش افزایش می یابد و پدیده آویزان سرباره کاهش می یابد یا حذف می شود. 3. هر چه قدرت بیشتر باشد، سرعت سوراخ شدن صفحات ضخیم بیشتر می شود و پدیده انفجار سوراخ ها کاهش می یابد. |
01020304
وضعیت نازل
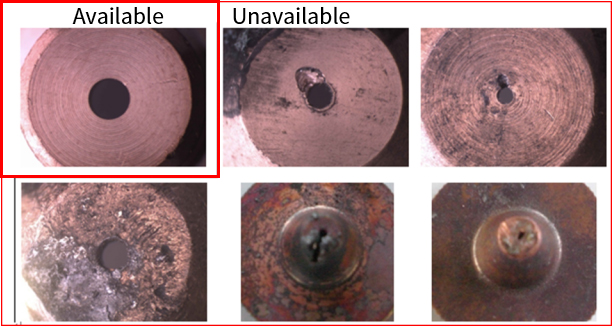
مرکز نازل با مرکز لیزر هم محور نیست، نازل تغییر شکل داده است یا لکه های مذاب روی نازل وجود دارد.
هنگامی که گاز برش منفجر می شود، خروجی گاز ناهموار خواهد بود و باعث می شود قسمت برش لکه های مذاب را در یک طرف و نه در طرف دیگر داشته باشد. صفحات ضخیم تأثیر جدی خواهند داشت و گاهی اوقات برش را غیرممکن می کنند.
هنگام برش قطعات کار با گوشه های تیز یا زوایای کوچک، احتمال ذوب بیش از حد موضعی وجود دارد.
هنگام سوراخ کردن قبل از برش، سوراخ ناپایدار است، شرایط نفوذ دشوار است و کنترل زمان دشوار است.
وضعیت لنز محافظ
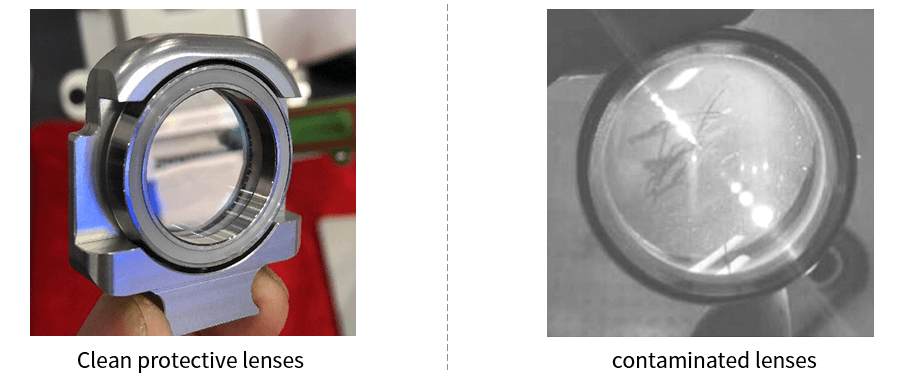
1. سطح لنزهای نوری (بازتابنده، آینه های فوکوس و غیره) را مستقیماً با دستان خود لمس نکنید تا از خراشیدگی روی آینه جلوگیری شود. اگر لکه روغن یا گرد و غبار روی آینه وجود دارد، لنز باید به موقع تمیز شود.
2. لنز را در مکان تاریک و مرطوب قرار ندهید، زیرا باعث پیری سطح لنز می شود.
3. اگر سطح لنز با گرد و غبار، خاک یا بخار آب آغشته شده باشد، به راحتی نور لیزر را جذب کرده و باعث آسیب به پوشش لنز می شود. حداقل بر کیفیت پرتو لیزر تأثیر می گذارد و در بدترین حالت، هیچ پرتو لیزری ایجاد نخواهد شد.
4. در صورت آسیب دیدن لنز برای تعمیر به موقع با واحد خدمات پس از فروش لیزر جونی تماس بگیرید. سعی کنید از لنز آسیب دیده استفاده نکنید، در غیر این صورت آسیب دیدن لنز قابل تعمیر را تسریع می کند.
5. هنگام نصب یا تعویض بازتابنده یا آینه فوکوس، فشار زیادی وارد نکنید، در غیر این صورت باعث تغییر شکل لنز و در نتیجه بر کیفیت پرتو می شود.
هنگام برش لیزری آلیاژ آلومینیوم، به دلیل انعکاس نور بالای خود آلیاژ آلومینیوم، بیشتر پرتو لیزر منعکس می شود و در نتیجه انرژی کافی و نتایج پردازش ضعیفی به همراه دارد. هنگام برش لیزری آلیاژ آلومینیوم، اثر پردازش را می توان به روش های زیر بهبود بخشید:
1. انتخاب لیزر مناسب: لیزرهای فیبر عمدتا برای برش فلز استفاده می شود. لیزرهای فیبر را می توان به لیزرهای فیبر کریستال، لیزرهای فیبر خاکی کمیاب، حفره های رزونانس بازتابی، تشدید نوری DBR و غیره تقسیم کرد. آلیاژها به عنوان مثال، اگر ما به لیزر MAX مجهز هستیم، کانکتور باید G5 باشد.

2. تنظیم پارامترهای لیزر: پارامترهای لیزر یکی از مهم ترین عوامل موثر بر برش لیزر هستند. در مقایسه با فولاد کربن و سایر فلزات، برش آلیاژهای آلومینیوم به قدرت بالاتری نیاز دارد و پارامترهایی مانند فرکانس پالس نیز باید با توجه به خواص آلیاژ آلومینیوم در حال پردازش تنظیم شوند، علاوه بر این، آلیاژهای آلومینیومی با ضخامت های مختلف نیز نیاز به تنظیم تمرکز دارند. و سرعت
3. گاز کمکی: در پردازش برش لیزری، گاز کمکی می تواند به افزایش سرعت برش، کاهش واکنش اکسیداسیون و منطقه متاثر از گرما کمک کند و همزمان سرباره ذوب شده را منفجر کند.
4. پوشش: هنگام برش لیزری آلیاژ آلومینیوم، می توانید بازتاب نور سطح را با اعمال رنگدانه های خاص یا پوشش روی سطح آلیاژ آلومینیوم افزایش دهید و در نتیجه اثر برش لیزری را بهبود بخشید.
ویدیو دستگاه برش لیزر فیبر VF6025H