



Einführung in die Vorhangfassadenverarbeitungsindustrie
Die Vorhangfassadenverarbeitungsindustrie ist ein wichtiger Sektor innerhalb der Bauindustrie und beschäftigt sich hauptsächlich mit der Verarbeitung, Herstellung und Installation von architektonischen Vorhangfassadenprodukten.
Eine Vorhangfassade bezieht sich auf den nicht tragenden Teil der Außenwand eines Gebäudes, der typischerweise aus Materialien wie Aluminiumlegierung, Glas, Stein und Metallplatten besteht und zur Dekoration und Wärmedämmung verwendet wird.
Die Vorhangfassadenverarbeitungsindustrie umfasst die Verarbeitung und Herstellung verschiedener Vorhangfassadenmaterialien, einschließlich Schneiden, Stanzen und Schweißen von Profilen aus Aluminiumlegierungen, Schneiden und Bearbeiten von Glas, Schneiden und Formen von Stein sowie andere damit verbundene Tätigkeiten. Bei der Verarbeitung von Metallfassaden benötigt die Branche Fachwissen in verschiedenen Bearbeitungstechniken wie CNC-Bearbeitung, Biegen, Schneiden, Stanzen und Spritzen, um die Präzision und Qualität der Vorhangfassadenprodukte sicherzustellen.
Schwierigkeiten des herkömmlichen CNC-Fräsers
Für die Bearbeitung von Vorhangfassaden aus Aluminiumlegierungsmetallen verwenden die meisten Kunden die herkömmliche CNC-Graviermaschine zur Herstellung und Bearbeitung der darunter liegenden Aluminiumplatte3 mm, im Allgemeinen wählenF4-Schneidwerkzeug, wodurch sich leicht drei Probleme erzeugen lassen.
1.Wenn der Schneidkopf der CNC-Graviermaschine Aluminium bearbeitet, kommt er direkt mit dem Metallmaterial in Kontakt und das Schneidwerkzeug erzeugt Verluste, die für den Kunden Verbrauchskosten verursachen.
2. Beim Schneiden schneidet das Werkzeug von F4 das Material daneben, was zu Materialverlust führt.
3. Da das Schneidwerkzeug der Graviermaschine nur die Ecken abrunden kann, kann die Metallfassade nicht im rechten Winkel geschnitten werden, wenn sie den Hohlraumbedarf der quadratischen Form hat, was den Endeffekt der Vorhangfassade einschränkt.
01020304
Lösungsplan für die Vorhangfassadenverarbeitungsindustrie

Für die Vorhangfassadenindustrie empfehlen wir dem Kunden, sich für den Faserlaserschneider zu entscheiden.
Die Laserschneidmaschine erzeugt durch den Laserstrahl einen Laserstrahl mit hoher Energiedichte. Der Laserstrahl wird auf die Oberfläche des Werkstücks fokussiert. Durch die hohe Energiedichte des Laserstrahls wird das Material lokal erhitzt, geschmolzen oder verdampft, um so ein Ergebnis zu erzielen Schneiden, Gravieren oder Bohren und andere Bearbeitungszwecke.
Anhand des Funktionsprinzips der Laserschneidmaschine können wir verstehen, dass die Laserausrüstung die drei Bearbeitungsprobleme der Kunden effektiv lösen kann.
1. Der Strahl der Laserschneidmaschine berührt das Metallmaterial nicht direkt, es entsteht kein Problem des Werkzeugverlusts, wodurch die Nutzungskosten effektiv gesenkt werden.
2. Der Laserschneidstrahl ist nach der Fokussierung konzentrierter, der Spalt ist kleiner und der Materialverlust und die Verschwendung sind geringer;
3. Beim Schneiden scharfer Ecken kann die Verarbeitung entsprechend den Schnittgrafiken effektiv durchgeführt werden, um den erwarteten Schnitteffekt zu maximieren.


Kundenzeuge des Laserschneiders VF6025H
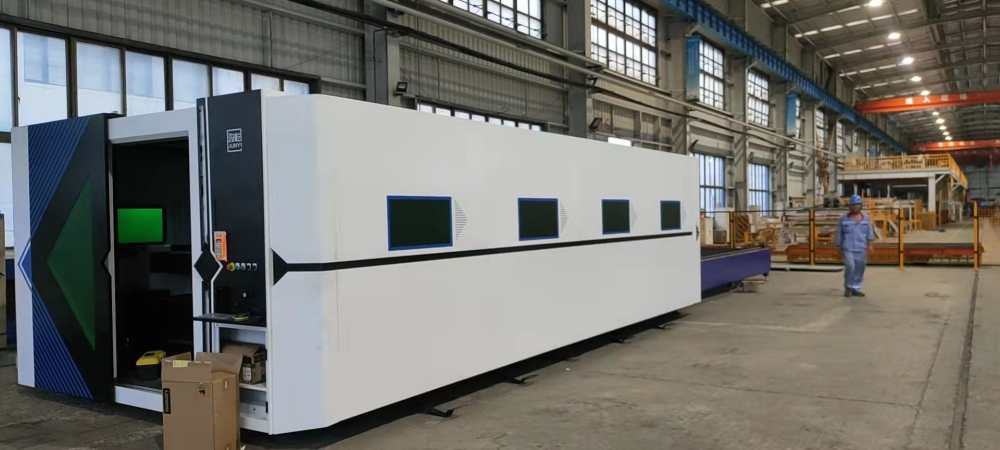
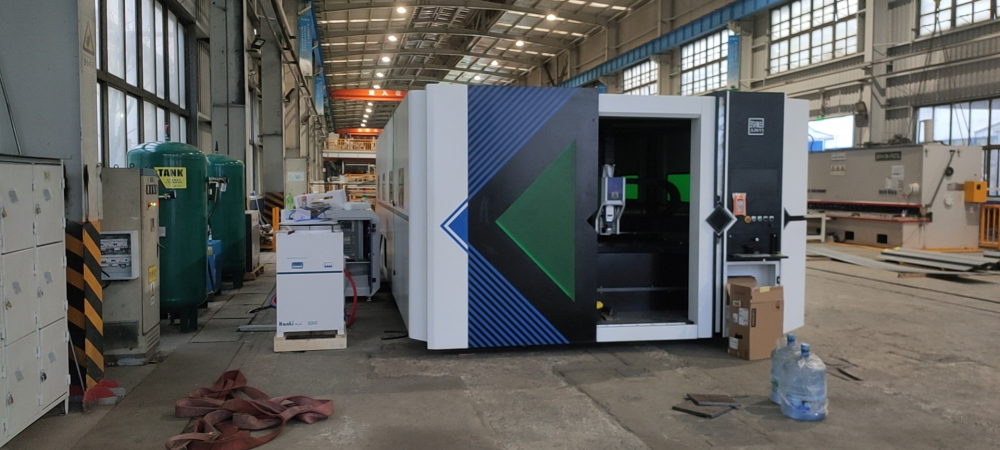


Details zum Faserlaserschneider VF6025H
√ Professioneller Laser mit Anti-Hochreflexionsvermögen
√ Eine Beschleunigung von 1,2 G kann den fliegenden Schneideffekt erzielen
√Hoher Sicherheitsfaktor, optionales Rotlichtgitter
√CE-Zertifizierung, meistverkaufte europäische und amerikanische Märkte
√Optionaler Doppelkopf zum Markieren und Schneiden
Zukünftige Entwicklung des Laserschneiders VF6025H
Im Vergleich zur Graviermaschine kann die Überlagerung von mehrschichtigen Aluminiumplatten direkt geschnitten werden, während die Laserschneidmaschine kein Überlagerungsschneiden erreichen kann. Um eine effizientere Verarbeitung zu erreichen, wird sie mit einer Spulenöffnungssiebvorrichtung ausgestattet, um ein automatisches Schneiden zu erreichen.
Wenn Sie mehr über die automatische Vorschub- und Schneidevorrichtung für offene Spulen erfahren möchten, können Sie sich auf diese Produktserie beziehen:
Einflussfaktoren der Schneidwirkung
· Laserquelle: Strahlwellenlänge, Punktenergieverteilung, Strahlqualität, Divergenzwinkel, Faserkerndurchmesser usw.;
·Prozessparameter: Geschwindigkeit, Leistung, Luftdruck, Schnitthöhe, Fokus, Düsengröße und -typ sowie Rundheit, Leitungszustand, Lichtbogenanfasung usw.;
·Schnittfolge: grafischer Layoutabstand, Perforationsfolge, Schnittfolge usw.;
·Äußere Bedingungen: Gasreinheit, Druck, Stabilität;
·Plattenzustand: Plattenmodell, Plattenrostgrad, Plattenebenheit;
·Status des Schneidkopfes: Kollimations-/Fokusverhältnis, ob die Linse verunreinigt ist, Vertikalität des Schneidkopfes, Stabilität des Schneidkopfes;
·Bedingungen der Werkzeugmaschine: Beschleunigung der Werkzeugmaschine, Betriebsstabilität, Tragfähigkeit, Verformung bei Langzeitgebrauch usw.;
·Schneidsystem: Systemreaktionsgeschwindigkeit, Systemfunktionalität, Systemstabilität;
| Trendtabelle zu Schneidart und Laserleistung | ||
| Material | Hilfsgas | Laserleistung |
| Blankschneiden von Kohlenstoffstahl | O2 | 1. Je höher die Leistung, desto dicker ist die Schnittdicke der hellen Oberfläche. 2. Die Dicke der Platte ist sicher und es gibt einen Leistungsbereich für das Schneiden heller Oberflächen. Wenn sie zu klein ist, können keine hellen Oberflächenschnitte erzielt werden, und wenn die Leistung zu groß ist, werden die Schnittqualität und -effizienz nicht verbessert; 3. Je höher die Leistung, desto schneller ist die Perforationsgeschwindigkeit dicker Platten und das Phänomen der Sprenglöcher wird reduziert. |
| Mattierter Schnitt aus Kohlenstoffstahl | O2 | 1. Die Dicke der Platte ist sicher. Für das Schneiden mattierter Oberflächen gibt es einen Leistungsbereich. Wenn es zu klein ist, kann das Schneiden nicht erreicht werden. Bei zu großer Leistung schmilzt die gesamte Schnittfläche. Ist die Schnittnaht zu groß, wird keine gute Schnittqualität erreicht; 2. Je höher die Leistung, desto schneller ist die Perforationsgeschwindigkeit dicker Platten und das Phänomen der Sprenglöcher wird reduziert. |
| Edelstahl/Aluminiumlegierung/Kupferlegierung usw. | N2/Luft | 1. Mit zunehmender Laserleistung zeigt die Schneideffizienz jeder Plattendicke einen Aufwärtstrend; 2. Mit zunehmender Laserleistung nimmt die Schnittdicke zu und das Phänomen des Schlackenhängens wird verringert oder eliminiert. 3. Je höher die Leistung, desto schneller ist die Perforationsgeschwindigkeit dicker Platten und das Phänomen der Sprenglöcher wird reduziert. |
01020304
Düsenstatus
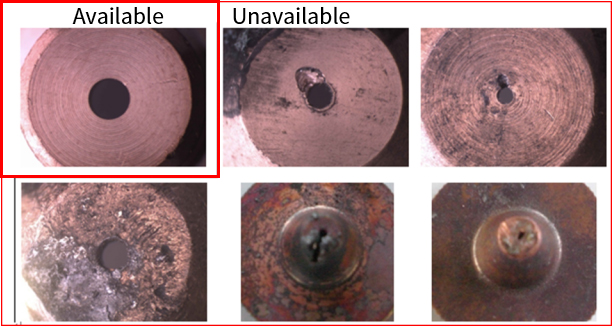
Die Mitte der Düse ist nicht koaxial mit der Mitte des Lasers, die Düse ist deformiert oder es sind Schmelzflecken auf der Düse vorhanden.
Wenn das Schneidgas ausgeblasen wird, ist der Gasausstoß ungleichmäßig, sodass es leichter zu Schmelzflecken auf der einen Seite des Schneidabschnitts kommt, auf der anderen jedoch nicht. Dicke Platten wirken sich stark aus und machen das Schneiden manchmal unmöglich;
Beim Schneiden von Werkstücken mit scharfen Ecken oder kleinen Winkeln kann es zu örtlichem Überschmelzen kommen;
Beim Perforieren vor dem Schneiden ist die Perforation instabil, die Eindringbedingungen sind schwer zu erfassen und die Zeit ist schwer zu kontrollieren;
Status der Schutzlinse
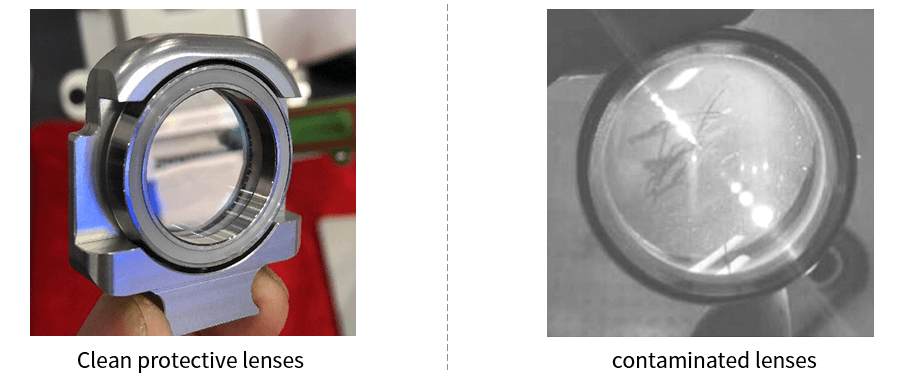
1. Berühren Sie die Oberfläche optischer Linsen (Reflektoren, Fokussierspiegel usw.) nicht direkt mit Ihren Händen, um Kratzer auf dem Spiegel zu vermeiden. Wenn sich auf dem Spiegel Ölflecken oder Staub befinden, sollte die Linse rechtzeitig gereinigt werden;
2. Platzieren Sie die Linse nicht an einem dunklen und feuchten Ort, da dies zu einer Alterung der Linsenoberfläche führt.
3. Wenn die Oberfläche der Linse mit Staub, Schmutz oder Wasserdampf verschmutzt ist, absorbiert sie leicht Laserlicht und verursacht Schäden an der Linsenbeschichtung. Zumindest wird dadurch die Qualität des Laserstrahls beeinträchtigt, und im schlimmsten Fall wird kein Laserstrahl erzeugt.
4. Wenn das Objektiv beschädigt ist, sollten Sie sich rechtzeitig zur Reparatur an den Kundendienst von Junyi Laser wenden. Versuchen Sie, das beschädigte Objektiv nicht zu verwenden, da sonst die Beschädigung des Objektivs, die repariert werden kann, beschleunigt wird.
5. Üben Sie beim Einbau oder Austausch des Reflektors oder Fokussierspiegels nicht zu viel Druck aus, da sich sonst die Linse verformt und somit die Strahlqualität beeinträchtigt wird.
Beim Laserschneiden von Aluminiumlegierungen wird aufgrund des hohen Lichtreflexionsvermögens der Aluminiumlegierung selbst der größte Teil des Laserstrahls reflektiert, was zu unzureichender Energie und schlechten Bearbeitungsergebnissen führt. Beim Laserschneiden von Aluminiumlegierungen kann der Bearbeitungseffekt auf folgende Weise verbessert werden:
1.Wählen Sie den passenden Laser: Faserlaser werden hauptsächlich zum Schneiden von Metall verwendet. Faserlaser können in Kristallfaserlaser, Seltenerdfaserlaser, retroreflektierende Resonanzhohlräume, optische DBR-Resonanzen usw. unterteilt werden. Entsprechend den unterschiedlichen Anregungsmaterialien und Resonanzhohlraumstrukturen müssen wir Anti-Hochreflexionslaser für verschiedene Arten von Aluminium auswählen Legierungen. Wenn wir beispielsweise mit einem MAX-Laser ausgestattet sind, sollte der Anschluss G5 sein.

2. Laserparameter anpassen: Laserparameter sind einer der wichtigsten Faktoren, die das Laserschneiden beeinflussen. Im Vergleich zu Kohlenstoffstahl und anderen Metallen erfordert das Schneiden von Aluminiumlegierungen eine höhere Leistung, und Parameter wie die Impulsfrequenz müssen ebenfalls entsprechend den Eigenschaften der zu verarbeitenden Aluminiumlegierung angepasst werden. Darüber hinaus erfordern Aluminiumlegierungen unterschiedlicher Dicke auch eine Anpassung des Fokus und Geschwindigkeit.
3. Hilfsgas: Bei der Laserschneidbearbeitung kann Hilfsgas dazu beitragen, die Schnittgeschwindigkeit zu erhöhen, Oxidationsreaktionen und Wärmeeinflusszonen zu reduzieren und gleichzeitig die geschmolzene Schlacke wegzublasen.
4.Beschichtung: Beim Laserschneiden von Aluminiumlegierungen können Sie das Lichtreflexionsvermögen der Oberfläche erhöhen, indem Sie spezielle Pigmente oder Beschichtungen auf die Oberfläche der Aluminiumlegierung auftragen und so den Laserschneideffekt verbessern.
Video der Faserlaserschneidemaschine VF6025H