Úvod do odvětví výroby automobilových dílů

Trakční díly automobilů je obvykle nutné zpracovávat pomocí různých strojů, aby byly splněny jejich složité tvary a požadavky na vysokou přesnost. Mezi běžné obráběcí zařízení patří:
Oblast použití v průmyslu výroby automobilových dílů


| Modelka | VF3015 | VF3015H |
| Pracovní oblast | 5*10 stop (3000*1500 mm) | 5*10 stop *2(3000*1500mm*2) |
| Velikost | 4500*2230*2100mm | 8800*2300*2257mm |
| Hmotnost | 2500 kg | 5000 kg |
| Způsob instalace skříně | 1 sada stroje: 20GP*1 2 sady stroje: 40HQ*1 3 sady stroje: 40HQ * 1 (s 1 železným rámem) 4 sady stroje: 40HQ * 1 (se 2 železnými rámy) | 1 sada stroje: 40HQ*1 1 sada 3015H a 1 sada 3015:40HQ*1 |
Ukázky automobilových dílů






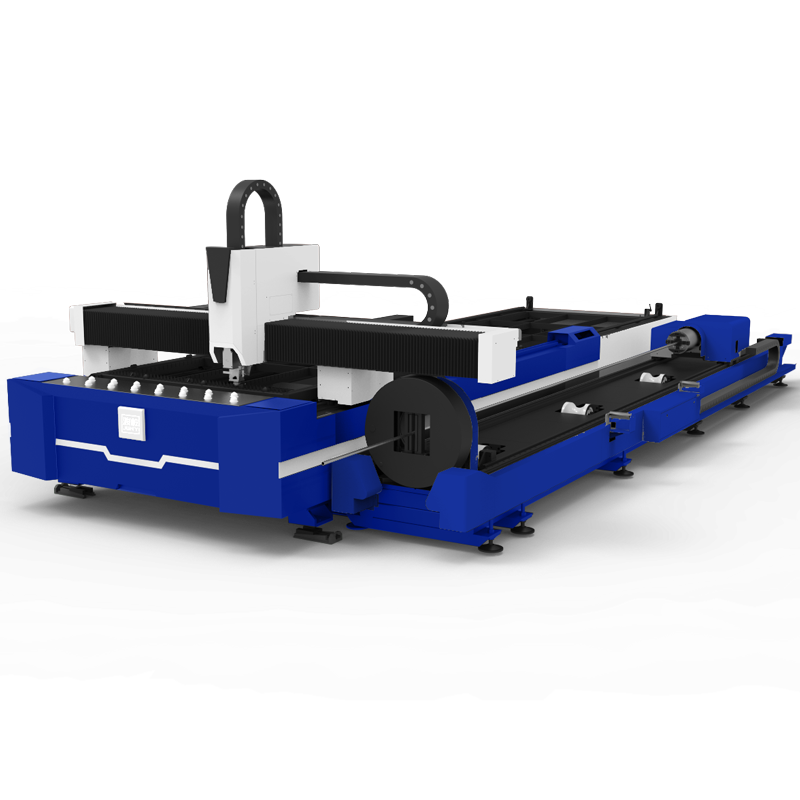
Hlavní výhody vláknového laserového řezacího stroje 3015H

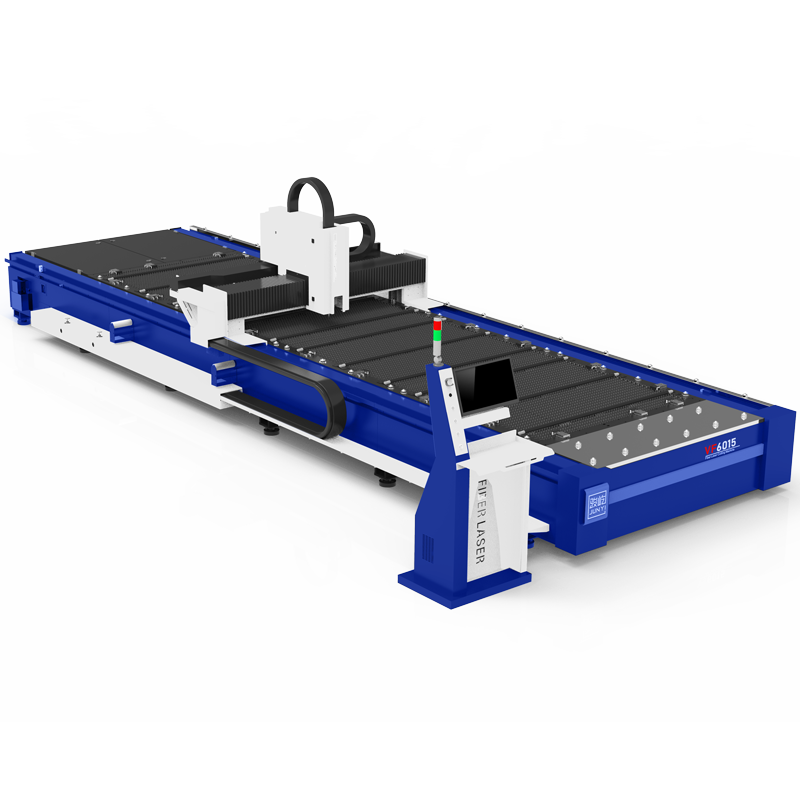
Laserové zařízení Junyi je skutečně prachotěsné. Horní část velké ochranné skořepiny má podtlakový uzávěr. Jsou instalovány 3 ventilátory, které se zapínají během procesu řezání. Kouř a prach vznikající během procesu řezání nebudou přetékat nahoru a kouř a prach se budou pohybovat dolů, aby se zlepšilo odstraňování prachu. Efektivně dosáhnout zelené výroby a chránit zdraví dýchacích cest pracovníků.

Celková velikost laserového zařízení Junyi je: 8800*2300*2257mm. Je speciálně navržen pro export a lze jej instalovat přímo do skříní bez odstranění velkého vnějšího krytu. Poté, co zařízení dorazí na místo zákazníka, může být přímo připojeno k zemi, což šetří náklady na dopravu a instalaci.

Laserové zařízení Junyi je uvnitř vybaveno LED světelnými lištami, které jsou navrženy podle mezinárodních značek první řady. Zpracování a výroba mohou být také prováděny v tmavém prostředí nebo v noci, což může prodloužit pracovní dobu a snížit environmentální zásahy do výroby.

Střední část zařízení je navržena s tlačítkem pro výměnu plošiny a nouzovým vypínačem. Přijímá řešení štíhlé správy. Pracovníci mohou pracovat přímo uprostřed zařízení při výměně talířů, nakládání a vykládání materiálů, čímž zvyšují efektivitu práce.
Analýza nákladů
Laserová řezačka VF3015-2000W:
| Položky | Řezání nerezové oceli (1 mm) | Řezání uhlíkové oceli (5 mm) |
| Poplatek za elektřinu | RMB13/h | RMB13/h |
| Náklady na řezání pomocného plynu | RMB 10/h (zapnuto) | RMB14/h (O2) |
| Výdaje naprotectivečočka, řezací tryska | Závisí na skutečné situaci | Závisí na skutečné situaci5 RMB/h |
| Naprosto | RMBdvacet tři/h | RMB27/h |
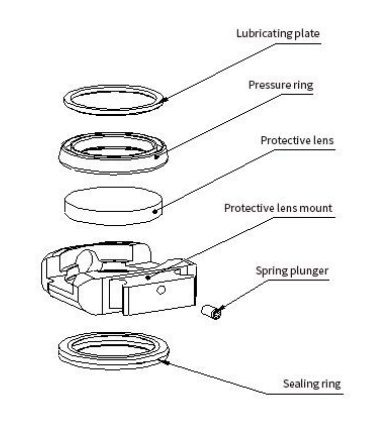
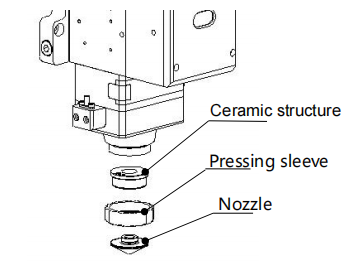
Údržba ochranné čočky
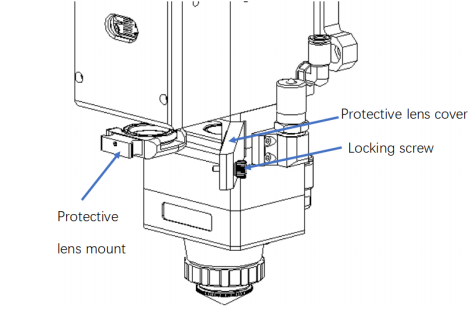

Demontáž a instalace objektivu